Жидкая штамповка алюминия
Жидкая штамповка алюминия
ЖИДКАЯ ШТАМПОВКА
Жидкой штамповкой называют технологический процесс получения заготовок деталей, при котором кристаллизация жидкого металла, залитого в полость инструмента, происходит под высоким давлением. Это обеспечивает повышение коэффициента теплоотдачи и, следовательно, скорости охлаждения, поэтому структура металла получается более мелкозернистой, чем в отливках. Кристаллизация под давлением и деформирование предотвращают образование усадочных раковин и газовой пористости (так как растворимость водорода растет с повышением давления). В соответствии с этим получают повышенные механические свойства поковок. Наличие высоких давлений улучшает заполнение полостей штампов и качество поверхности. Используют разные схемы технологического процесса штамповки. По основной схеме металл заливают в полость штампа 2 (рис. 3.45, а), соответствующую форме поковки, сжимают пуансоном 1 и производят, таким образом, кристаллизацию под давлением (рис. 3.45, б). Вторая схема предусматривает частичное затвердевание металла под давлением в полости, отличной от окончательной формы поковки; затем следует деформация в полужидком состоянии до получения окончательных размеров поковки. В третьем случае после полной кристаллизации давлением следует деформация в твердом состоянии для получения окончательных размеров поковки. Эту схему надо отличать от встречающегося на производстве процесса горячей штамповки заготовки — отливки, кристаллизация которой происходила не под высоким давлением.
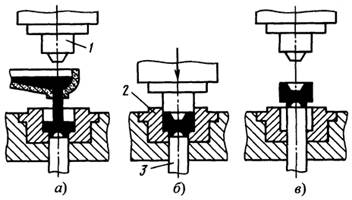
Рис. 3.45. Стадии процесса жидкой штамповки
Выплавка и дозированная заливка металлав полость штампа — первая стадия технологического процесса при всех схемах технологического процесса жидкой штамповки.
Выплавку металла могут производить или в объеме, необходимом для получения одной поковки, или в плавильном агрегате большего объема (чем необходимо для штамповки одной поковки) с последующей дозировкой при заливке металла в штамп. Каждый из этих способов имеет свои преимущества и недостатки: в первом случае металл находится в расплавленном состоянии короткое время, что обеспечивает сохранение его химического состава, а плавильно-разливочные устройства с индукционным нагревом можно устанавливать на прессе непосредственно. В другом случае трудно поддерживать химический состав металла при длительной выдержке при температурах, выше температуры плавления; технически сложно дозировать жидкий металл на порции заданной массы. Однако необходимость плавления при первом способе каждой порции шихты с высокой скоростью (время расплавления 4 . 10 мин) для поддержания рабочего такта пресса требует индукционных нагревателей высокой мощности и большого расхода электроэнергии.
Для сталей считают предпочтительной выплывку в плавильно-разливных устройствах; для цветных металлов плавление и поддержание температуры расплавленного металла можно осуществлять в печах с большей емкостью.
При заливке очень важно поддерживать оптимальную температуру металла, достаточную для обеспечения его жидкотекучести и заполнения полости штампа и, с другой стороны, исключающую перегрев металла. Последний повышает термические нагрузки на инструмент и ухудшает структуру металла поковки. Необходимо исключить при заливке попадание шлаковых включений в расплавленный металл. Скорость заливки металла в штамп не должна быть излишне высокой, чтобы не разрушать рабочую поверхность штампа и исключить сварку заготовки со штампом. Для этого же используют защитное покрытие полости штампа на основе извести, графита, каолина и др.
Штамповку жидкого металлавыполняют на специализированных гидравлических и фрикционных прессах. Специализация прессов обусловлена необходимостью большой скорости холостого хода; регулируемым, плавным нажимом на пуансон без резких скачков его перемещения; необходимостью наличия выталкивателей и возможности монтажа плавильно-заливочных устройств. При установке штампа на пресс должна обеспечиваться тепловая изоляция между ними.
Штампы для жидкой штамповки в большинстве случаев состоят из трех формообразующих частей: вкладыша 2 (рис. 3.45), выталкивателя 3 (образующих матрицу) и пуансона 1, устанавливаемого на подвижном ползуне пресса. Большое значение имеет правильный зазор между пуансоном и матрицей, поскольку при большом зазоре возможно заклинивание, а при малом — приварка пуансона к вкладышу — матрице или задиры на контактирующих поверхностях. Материал штампов — чаще легированные молибденом стали; для цветных металлов рекомендуют углеродистые стали с максимальным содержанием углерода около 0,5 %.
Процесс штамповки — кристаллизация и последующая деформация металла в штампе — определяет качество полученной поковки. При этом важный параметр процесса — время от конца заливки матрицы жидким металлом до начала кристаллизации под необходимым минимальным давлением, а решающее условие получения качественной поковки — это время должно быть больше (или равно) времени подхода пуансона от верхнего исходного положения до закрытия штампа и времени, затрачиваемого на развитие минимально необходимого давления в полости штампа. Кристаллизация под таким давлением — определяющий фактор для формирования мелкозернистой, плотной структуры металла и повышения его механических свойств. Величину давления рекомендуют применять в диапазоне 100 . 500 МПа, а время выдержки под давлением зависит от сложности и размеров поковки и составляет 2 . 10 с.
Область применения жидкой штамповкиопределяют прежде всего преимущества этого процесса перед литейной технологией и традиционными процессами горячей объемной штамповки. По сравнению с отливками поковки, изготовленные методом жидкой штамповки, обладают более высокими механическими и эксплуатационными характеристиками; более высокой точностью размеров, меньшим расходом металла (нет прибылей, литниковых систем и т.д.). В отличие от поковок, полученных традиционными способами горячей объемной штамповки, жидкой штамповкой изготовляют поковки как с толстыми, так и с тонкими стенками; без перемычек в отверстиях; с меньшим числом переходов; с меньшими затратами на механическую обработку и другими материально-энергетическими затратами.
Вместе с тем процесс жидкой штамповки требует больших затрат на инструмент, усугубляющихся его недостаточной стойкостью, особенно при штамповке стали. Так, число поковок, отштампованных на одном штампе из стали, составляет несколько сотен, а поковок из цветных металлов — несколько десятков тысяч.
Жидкой штамповкой производят для нужд машиностроения и приборостроения большое число разных по сложности поковок массой ориентировочно до 10 кг.
ЛИТЬЕ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЖИДКАЯ ШТАМПОВКА)
Процесс литья с кристаллизацией под давлением (жидкая штамповка) заключается в том, что расплав ковшом или заливочным устройством заливают в матрицу пресс-формы, затем пуансоном осуществляют окончательное оформление контуров отливки и последующее ее уплотнение с выдержкой под давлением до окончания затвердевания (рис. 28.1). После извлечения из пресс-формы отливку можно подвергать различным видам последующей обработки (термической, механической и т.д.).
Подготовка пресс-форм заключается в установке и закреплении матрицы на столе пресса, а пуансона — на подвижной его траверсе, нагреве пресс- формы до рабочей температуры (150—250°С), смазке и окраске рабочих поверхностей. В отличие от обычных кокилей и пресс-форм литья под давлением заливку расплава проводят в открытую матрицу. После заливки сплава опускается пуансон, осуществляется окончательное формообразование отливки и выдержка ее под заданным давлением до окончания затвердевания. Матрица перекрывается пуансоном после заливки расплава, когда траверса пресса перемещается вниз.
Время до приложения давления к расплаву должно быть минимальным. Оно зависит от усилия гидравлического пресса, массы залитого расплава, времени опускания пуансона, конфигурации и толщины стенки отливки.

Рис. 28.1. Схемы литья с кристаллизацией под давлением:
а — в — пуансонное прессование (а — заливка расплава в матрицу; б — формообразование и уплотнение затвердевающей отливки; в — извлечение отливки из формы); г — поршневое прессование; 1 — матрица; 2 — расплав; 3 — заливочный ковш; 4 — пуансон;
Способом литья с кристаллизацией под давлением изготавливают простые и сложные по конфигурации отливки из цветных сплавов на основе алюминия, магния, меди, цинка и других металлов, как литейных, так и деформируемых. Процесс осуществляется па специализированных и неспециализированных гидравлических прессах и машинах со скоростью холостого хода ползуна не менее 100 мм/с.
Литье с кристаллизацией под давлением рекомендуется использовать для изготовления следующих отливок: с повышенной плотностью, а также для художественных отливок сложного профиля. В последнем случае формообразующая часть матрицы выполняется одноразовыми вкладышами.
В отличие от отливок, изготовленных литьем под давлением, отливки, изготовленные литьем с кристаллизацией под давлением, можно подвергать термической обработке, что позволяет существенно повысить механические и служебные свойства отливок и деталей.
В результате воздействия давления на кристаллизующийся сплав в отливках происходят структурные изменения (измельчение структуры, изменение состава и характера распределения фаз), повышение однородности в результате уменьшения степени развития ликвационных процессов, равномерное распределение неметаллических включений и, как следствие, повышение физико-механических показателей. При этом (по сравнению с другими способами литья) достигается повышение прочностных показателей отливок на 15—30% и пластических — в 2—4 раза.
Применяют несколько схем процесса. На рис. 28.1 представлены две схемы прессования.
При пуансонном прессовании (рис. 28.1, а —в) под действием выступающей части пуансона незатвердевший сплав выдавливается вверх до полного заполнения рабочей полости формы, оформляемой матрицей и пуансоном, после чего отливка выдерживается под давлением до окончания затвердевания.
При поршневом прессовании (рис. 28.1, г) давление кристаллизующемуся расплаву передается пуансоном, перекрывающим открытую полость матрицы и действующим на верхний торец формирующейся отливки в течение времени, необходимого для ее затвердевания.
Литьем с кристаллизацией под давлением можно изготавливать отливки с толщиной стенки 2—100 мм, а также слитки диаметром 30—600 мм. Для этого процесса предпочтительными являются такие отливки, для которых могут быть использованы пресс-формы с неразъемной матрицей. Поэтому на наружных боковых поверхностях отливок не должно быть выступов и поднутрений, препятствующих извлечению их из матрицы.
Литьем с кристаллизацией под давлением можно изготавливать проволоку из алюминиевых сплавов. На рис. 28.2 приведена схема пресс-формы для изготовления проволоки с помощью воздействия пуансона на расплав.
Перед заливкой расплав перегревают на 50—70°С и заливают в форму, снижая до минимума выдержку его в форме до начала приложения давления до 3 с. Температуру формы поддерживают на уровне 20—70°С. Давление прессования — 300—400 МПа.
После заливки расплава на боковой поверхности пресс-формы формируется тонкая корка из затвердевшего металла, достаточная для того, чтобы

Рис. 28.2. Схема пресс-формы для изготовления проволоки прессованием при кристаллизации в начале (а) и в конце (б) прессования:
1 — пуансон; 2 — матрица; 3 — расплав; 4 — проволока; 5 — калиброванное отверстие; 6 — толкатель; 7 — отливка (пресс-остаток)
после приложения давления она «нарушалась» и расплав поступал в специально выполненное в матрице калиброванное отверстие 5 (см. рис. 28.2). Следует отметить, что на входе в отверстие корка имеет толщину меньше по сравнению с близлежащими слоями, так как она практически не соприкасается с формой. Перед началом прессования гидростатического напора расплава, залитого в форму, недостаточно для прорыва корки и истечения металла в отверстие. После приложения давления прочность корки нарушается, и металл выдавливается через отверстие в матрице, размер которого на входе составляет 0,5 мм. Истечение металла из отверстия продолжается до момента перекрытия нижней частью пуансона 1 входа в отверстие 5 или образования плотной корки металла на его входе. В конце прессования остается пресс-остаток, который может служить заготовкой для определенной детали 7, который выталкивается из пресс-формы толкателями 6.
Для изготовления художественных сложнопрофильных отливок применяется литье с кристаллизацией под давлением методом выдавливания жидкого расплава в закрытые полости (рис. 28.3). Указанный процесс осу-

Рис. 28.3. Схема выдавливания расплава в закрытые полости:
а — до соприкосновения с пуансоном; б — выдержка под давлением; 1 — пуансон; 2 — матрица; 3 — расплав; 4 — затвердевшая корка; 5 — отливка; 6 — питатель; 7 — пресс-остаток; 8 — разовый вкладыш; 9 — выталкиватель ществляется в комбинированные формы на гидравлических прессах с малым усилием прессования и нижней подачей матрицы в верхнюю полость рабочего окна. При этом способе заливка проводится в матрицу, из которой сплав пуансоном вытесняется в рабочие полости.
До приложения давления не происходит даже частичного оформления отливки (см. рис. 28.3, а). Под давлением пуансона расплав но питателям, расположенным в прорезях пуансона, непосредственно из мсталлоирием- ника перетекает в рабочие полости пресс-формы и уплотняется (см. рис. 28.3, 6). Давление затвердевающей отливке передается через незатвердевшие участки питателей. При определенном соотношении площадей сечений питателя и отливки затвердевание может происходить как при минимальном давлении, так и при атмосферном. При этом формообразующие элементы можно изготавливать из гипса, керамики, полученной Шоу-процессом, а в ряде случаев применяют вставки из песка с нульвербакелитом.
При указанной технологии художественные отливки получаются плотные с высокой чистотой поверхности и хорошо извлекаются из пресс-формы.
Серийная штамповка алюминия в кратчайшие сроки
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Серийная штамповка алюминия в кратчайшие сроки
Листовая штамповка алюминия и других металлов
Профессиональная станочная штамповка листовых заготовок — довольно молодая технология: первые ее успешные опыты относятся к 90-м годам ХIХ века. Однако развивалась она очень быстро: уже через каких-то 20 лет единичные операции на разрозненном оборудовании начали уступать место работе на сборочных линиях. А в 20-е годы ХХ столетия были опробованы и успешно внедрены в производство методики антикоррозионной защиты штампованных изделий.
Современная штамповка алюминия листового выполняется на высокотехнологичных штамповочных прессах. Выбор технологии обработки листов зависит от их толщины.
Горячая объемная штамповка алюминиевых сплавов
Тем не менее, возможности даже очень мощного оборудования небезграничны. И если металл толщиной до 10 мм оно сможет деформировать без какого-либо ущерба для заготовок, более толстые листы перед штамповкой необходимо нагревать. Такая технология называется горячей.
Горячая штамповка алюминия используется не менее часто, чем для стали. Во-первых, потому что в зависимости от вхождения других элементов пластические свойства металла могут увеличиваться или уменьшаться. Во-вторых, при работе с листовым прокатом большой толщины без нагрева можно испортить даже самый гибкий лист.
Для получения объемных изделий нагрев перед штамповкой не просто желателен, а обязателен, так как деформация получается значительной. Металл во время процесса не просто гнется, но и вытягивается в различных направлениях, а при этом неизбежно меняется его первичная толщина.
Холодная штамповка алюминия
Холодной штамповке из алюминия заготовки подвергаются без нагрева. И тонколистовой металл на “отлично” выдерживает испытание на гибкость, которое готовят для него два основных участника процесса — неподвижная матрица и подвижный пуансон.
Под этим видом обработки понимается не одна операция, а целый комплекс действий, которые можно условно определить как разделяющие и формоизменяющие. При разделяющих воздействиях заготовка меняет форму благодаря резке, вырубке, пробивке и прочим способам отделить часть от целого.
Резка выполняется на различном оборудовании: от механических ножниц до лазерного станка. Линия реза заготовки может быть как прямой, так и фигурной. Инструментом для пробивки становится пробивной пресс. После его прохождения на будущей детали появляются отверстия. Вырубка используется для получения заготовок со сформированным замкнутым контуром.
Намного более разнообразны формообразующие операции холодной штамповки алюминия. К ним относятся:
- гибка,
- скручивание,
- вытяжка,
- рельефная формовка,
- обжим и пр.
Цена штамповки металла
Типовые поковки, изготавливаемые
горячей объемной штамповкой
Штамповка деталей и изготовление штампов
Мы не упомянули о главном “действующем лице” штамповки из алюминия помимо станков. Это, конечно же, штампы — детали, придающие безликой заготовке необходимую форму. Они являются функциональными органами любого прессового станка. По сути, штампы — расходные материалы, которые со временем изнашиваются. Но перед тем как отправиться на переплавку, они способны выполнить тысячи однотипных действий.
Изготовление штампов для кузнечно-штамповочных производств — самостоятельная отрасль металлообработки. Передовые предприятия, в том числе и наш цех, готовы предложить заказчику выпуск не только типовых деталей, но и уникальных, созданных по индивидуальному проекту.
Холодная технология штамповки листового металла:
очевидные преимущества
Преимущества жидкой штамповки
Достаточно своеобразной технологией считается жидкая штамповка алюминия — методика, сочетающая сразу две технологии: штамповки и литья. Ее отличие в том, что металл поступает в матрицу в жидком, то есть в расплавленном виде. Затем к работе подключается пуансон, выдавливающий материал и придающий ему необходимую форму.
Этот способ используется не так часто и в специфических целях: для изготовления тонкостенных корпусов техники. При этом он считается одним из самых прогрессивных, так как произведенные детали имеют четкие контуры, ровную поверхность без шероховатостей и других дефектов, а структура металла не страдает в процессе жесткой деформации.
Большая Энциклопедия Нефти и Газа
Жидкая штамповка
В целях ее удешевления ( особенно при малых партиях ог-ливок) рекомендуется изготовлять прессформы из алюминия жидкой штамповкой по эталону детали — это в 8 — 10 раз сокращает трудовые затраты. [31]
Свинцовую латунь ЛС 59 — 1Л применяют для изготовления отливок под давлением, центробежным способом и жидкой штамповкой . Эта латунь хорошо обрабатывается резанием, имеет удовлетворительные механические свойства. [32]
В зависимости от конструкции и серийности изделия заготовки фланцев изготавливают одним из следующих методов: нарезкой из листовых материалов с последующими фрезерованием, жидкой штамповкой , горячей штамповкой, литьем код давлением, литьем по выправляемым моделям. Для соединения фланцев с трубами наиболее часто используют пайку и снарку. [33]
В данную группу объединены детали, у которых обрабатываются наружные и главным образом внутренние цилиндрические поверхности; заготовки получены литьем под давлением или жидкой штамповкой . [34]
Литье: 3 — в песчаную форму; В плавляемым моделям; К — в кокиль; Д — под давлением; ПД — жидкая штамповка ; М — цирование при литье. [35]
Этим методом экономически целесообразно получать литейную оснастку из чугуна, стали и цветных сплавов ( модели, кокилн, пресс-формы), штампы для горячей объемной штамповки, вырубные штампы, штампы для жидкой штамповки стали и другую сложную технологическую оснастку. Керамические формы используют для отливки форм, в которых получают изделия из хрусталя и стекла. [36]
Стали используфт для штампов, находящихся в процессе деформирования в сравншрельно длительном контакте с нагретым обрабатываемым металлом ( штампы прессования, выдавливания, высадки, вытяжки), и для форм литья и жидкой штамповки расплавленных металлов . [37]
Условные обозначения способов листья: 3 — в песчаные формы ( в землю); В — по выплавляемым моделям; К — в кокиль; Д — под давлением; ПД — с кристаллизацией под давлением ( жидкая штамповка ); О — в оболочковые формы; М — сплав подвергается модифицированию. Условные обозначения видов термической обработки: Т1 — искусственное старение без предварительной закалки; Т2 — отжиг; Т4 — закалка; Т5 — закалка и кратковременное ( неполное) искусственное старение; Т7 — закалка и стабилизирующий отпуск; Т8 — закалка и смягчающий отпуск. Механические свойства сплавов АК7Ц9 и АК9Ц6 определяются спустя не менее одних суток естественного старения. Механические свойства, указанные для способа литья В, распространяются также на литье в оболочковые формы. [38]
Условные обозначения способов литья: 3 — литье в песчаные формы; В — литье по выплавляемым моделям; К — литье в кокиль; Д — литье под давлением; ПД — литье с кристаллизацией под давлением ( жидкая штамповка ); О — литье в оболочковые формы; М — сплав подвергается модифицированию. [39]
Следовательно, для исследования теплостойкости штамповых сталей простым и надежным является метод определения ее по максимальной температуре нагрева с выдержкой 4 ч, после которой сталь сохраняет твердость HRC 45 для штампов горячего деформирования и HRC 30 для фор м жидкой штамповки медных сплавов . [40]
Технология литейного производства непрерывно обогащается новыми специальными видами литья, к числу которых относятся: литье по выплавляемым моделям, в оболочковые формы, всасыванием, окунанием, выжиманием, в вибрирующие формы, с применением ультразвуковых колебаний, литье методом направленно-последовательной кристаллизации, жидкая штамповка и др. Совершенствуются способы литья под давлением, кокильное и центробежное литье. [41]
Кристаллизацию под поршневым давлением применяют для изготовления слитков, толстостенных фасонных отливок из различных цветных и черных металлов и сплавов. Для жидкой штамповки применяют разъемные или неразъемные металлические формы. Расплав заливают в разъемную или неразъемную ( рис. 228, в) металлическую форму до определенного уровня, а затем пуансоном со скоростью 0 1 — 0 5 м / с выжимают его в полость формы. Давление используется для заполнения формы и уплотнения металла. [43]
Заслуживает внимания метод литья с кристаллизацией под давлением, позволяющий получать плотные литые заготовки с высокой точностью размеров и малым расходом металла на одну отливку ( процент использования металла около 75), с меньшей трудоемкостью изготовления и с высокими физико-механическими и эксплуатационными свойствами. Изготовление герметичных корпусов методом жидкой штамповки экономически целесообразно лишь при полной загрузке оборудования. При всем многообразии известных конструкций корпусов микроэлектронных блоков диапазона СВЧ конструкция корпуса, показанная на рис. 1.19, в настоящее время является наиболее универсальной, удовлетворяющей практически всем предъявляемым к ней требованиям. [44]
Для изготовления отливок методом жидкой штамповки рекомендуется применять сплавы: ВМ-2 и ВМ-Зп, содержащие, % ( мае. [45]
Объявление №4085: Жидкая штамповка алюминия
![]() Показывать панель поиска на самих страницах объявлений
Показывать панель поиска на самих страницах объявлений
Жидкая штамповка алюминия
ЦМПР=26 
Контактное лицо:
601903, Россия, Владимирская область, город Ковров, улица Крупской, дом 55
Характеристики:
Актуально для региона:
Просмотров объявления:
Опубликовано/Обновлено:
Дополнительно:

Прайс-листы в категории Ковка — услуги

Объявления в категории Ковка — услуги
 Похожие объявления:
Похожие объявления:
Название (продукция) / Компания (Рейтинг) / Начало текста
 Ковка, прессование и штамповка
Ковка, прессование и штамповка ![]()
ОАО ”Астраханский станкостроительный завод” ЦМПР=26 (Астрахань)
 При возникновении потребностей в наших услугах готовы рассматривать любые предложения клиентов. Одним из цехов .
При возникновении потребностей в наших услугах готовы рассматривать любые предложения клиентов. Одним из цехов .
Изготовление нестандартных металлических профилей ![]()

ОАО ”Волжский Завод Металлоконструкций” ЦМПР=17 (Волгоград)
ОАО ”ВЗМК” выполняет изготовление нестандартного профиля из листа: Любой профиль с различными углами от 60 до 120 .
Производство поковок свободной ковкой на молотах ![]()
ООО ”Северный кузнечно-механический завод” ЦМПР=14 (Санкт-Петербург)
Производство поковок свободной ковкой на молотах из углеродистых и легированных сталей по ГОСТ 8479-70 типа валов до .
Услуги газостатического прессования ![]()
ОАО ”РУСПОЛИМЕТ” ЦМПР=5 (Центр)
ОАО «РУСПОЛИМЕТ» предлагает услуги газостатического прессования на современном газостатическом комплексе ABB-ASEA .
Сварные изделия, штамповка и просечка металла ![]()
ОАО ”ПО Елабужский автомобильный завод” ЦМПР=1 (Поволжье)
ОАО ”ПО Елабужский автомобильный завод” предлагает услуги металлообработки: — изготовление сварных изделий из .
Изготовление поковок из стали ![]()

ООО ”Завод ”ИжораМетМаш” ЦМПР=0 (Санкт-Петербург)
ООО «Завод «ИжораМетМаш» предлагает производство прессовых, молотовых поковок (заготовок) (ГОСТ 7829-70, 7062-70) на .
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Технологии объемной штамповки с использованием жидкого металла и в твердожидком состоянии
Технология штамповки из жидкого металла
Как уже отмечалось, объемная штамповка — это процесс, заключающийся в обработке давлением холодного или нагретого металла, который в результате протекания пластической деформации приобретает заданную форму. Осуществление этого процесса требует мощного оборудования, и штампованную поковку таким способом можно получить только из сплава, имеющего достаточно высокую пластичность в твердом состоянии. Такой, например, сплав, как чугун, для штамповки нетехнологичен.
Штамповка из жидкого металла является прогрессивной технологией, позволяющей получать поковки с уменьшенными припусками на механическую обработку, выходом годного пресс-остатка по жидкому металлу до 95-98 %, высокими физико-механическими и эксплуатационными свойствами. Этот процесс занимает промежуточное положение между литьем под давлением и традиционной горячей объемной штамповкой и сочетает в себе преимущества как литейного производства (использование жидкого металла и заполнение им требуемой формы), так и штамповочного производства (применение высокого давления и специальных штампов). По сравнению с первым процессом штамповка из жидкого металла позволяет получать поковки сложного профиля почти без пор и раковин. Преимущество этой технологии перед традиционной объемной штамповкой заключено в снижении мощности применяемого оборудования и возможности получения сложных фасонных поковок типа втулок, фланцев, крышек, шестерен и др., как круглых, так и прямоугольной формы, с хорошим качеством поверхности и точными геометрическими размерами, близкими по форме и размерам к готовым деталям.
При такой штамповке металл заливается в штамп в расплавленном состоянии, а формообразование (штамповка) детали начинается в момент полужидкого состояния металла и заканчивается в твердом состоянии. Это позволяет получать заготовки с высокой плотностью металла и повышенными механическими свойствами. В этом процессе применяют штампы с неразъемными и разъемными матрицами. При использовании штампов с неразъемными матрицами механическую обработку применяют, чтобы получить вертикальные размеры требуемой точности и уклонов. Штамповкой в разъемных матрицах изготовляют поковки без уклонов, которые по наружному диаметру можно не обрабатывать.
При рассмотрении процесса штамповки из жидкого металла, залитого в нижний ручей штампа, важным является установление времени начала его кристаллизации, продолжительность процесса кристаллизации при высоких давлениях, влияние давления на распределение температуры при кристаллизации и в процессе штамповки. Знание этих параметров позволяет определить как допустимое время между заполнением штампа жидким металлом и установлением необходимого давления, так и время, требуемое для кристаллизации металла заготовки.
Время начала кристаллизации зависит от вида штампуемого изделия, от геометрической формы штампа и от выбора технологических параметров. Верхний предел размеров штампованных изделий устанавливается на основе максимального усилия пресса и необходимого минимального давления. В начале процесса необходимо повысить температуру металла до температуры заливки для обеспечения его жидкотекучссти и лучшего заполнения штампа. Перегрев расплавленного металла выше температуры заливки нежелателен, так как это приводит к повышенным термическим перегрузкам на инструментальную оснастку и ухудшению структуры металла детали. Также необходимо обеспечить условия, исключающие попадание в расплавленный металл шлаковых включений. Повышение скорости заливки металла в штамп ухудшает условия его работы, разрушает рабочую поверхность, а в некоторых случаях приводит к сварке заготовки со штампом, что исключает последующее его использование. В связи с этим для процессов жидкой штамповки рекомендуют невысокие скорости заливки металла. На границе раздела штамп — жидкий металл необходимо использовать разделительный слой (из извести, графита или каолина), обеспечивающий благоприятные условия работы штамповой оснастки. Оптимальными температурами заливки расплавленных металлов и сплавов в штампы жидкой штамповки являются: для сталей 1 580 °С, для медных сплавов 1 050 °С и для алюминиевых сплавов 700 °С. Применение различных материалов по-разному влияет на термические напряжения в штампах, что сказывается на их работоспособности. Давление является решающим фактором в улучшении структуры и повышении механических свойств штампованных деталей. Для получения деталей методом жидкой штамповки без пор и раковин рекомендуют применять давление в диапазоне 100-500 МПа. Например, для алюминиевых сплавов максимальное прилагаемое давление достигает 350 МПа. Установлено, что в зависимости от сложности и размеров штампуемых деталей выдержка металла под давлением изменяется в пределах 2-10 с.
Особенность процесса штамповки из жидкого металла заключается в том, что расплав подается не в специальную камеру сжатия, как это делается при литье под давлением, а непосредственно в полость штампа. После этого под действием пуансона, гидравлического, пневматического или винтового пресса металл деформируется так же, как и при горячей объемной штамповке в закрытом штампе, и выдерживается под давлением до полной кристаллизации. Применение давления при формообразовании позволяет устранить основной недостаток, который встречается при литье под давлением, — пустоты, газовые и усадочные раковины. Поковки простой конфигурации без боковых выступов и впадин получают в штампах с неразъемными матрицами, а заготовки сложной конфигурации с отростками и поднутрениями — в штампах с разъемными матрицами.
Как показано на рис. 11.29, при штамповке расплав заливается в специальную полость, выполненную в матрице 1. Затем пуансон 2 опускается, и под его давлением жидкий металл 3 поднимается и заполняет полость, образующуюся между матрицей и пуансоном. Эта полость имеет конфигурацию будущей отливки; матрица оформляет наружную ее поверхность, а пуансон — внутреннюю. Излишек металла вытесняется в специальную полость. Когда металл затвердевает, форму раскрывают и отливку 4 удаляют из матрицы. Такой способ отличается большой производительностью, дает возможность получать плотные и довольно тонкостенные отливки. Для его осуществления не требуется мощного оборудования, как при штамповке твердого металла. Правда, этот способ ограничивается определенной конфигурацией изделий, которая не должна быть очень сложной.
При штамповке крупных партий поковок для каждого типа поковок изготавливают свой штамп, а при штамповке в условиях мелко- и среднесерийного производства выгоднее применять групповой метод, при котором для производства определенной поковки данной группы используют универсальный групповой блок и изготовляют только сменный формообразующий инструмент (вставки, вкладыши).

Рис. 11.29. Схема штамповки жидкого металла: а — перед штамповкой:
- 1 — матрица; 2 — пуансон; 3 — жидкий металл; б — завершение штамповки:
- 4 — отливка; 5 — излишек металла
Технология штамповки поковок из жидкого металла позволяет использовать отходы от литья, штамповки (облой и перемычки), механической обработки (стружка) как черных, так и цветных металлов, и значительно повысить коэффициент использования металла. Низкий удельный расход шихтовых материалов и соответственно низкий расход жидкого металла определяют снижение топливно-энергетических затрат в 1,5-2 раза.
Штамповать в жидком состоянии можно как цветные, так и черные сплавы. При этом металл находится в состоянии трехосного неравномерного сжатия, растягивающие напряжения отсутствуют, что дает возможность штамповать малопластичные и литейные сплавы, которые при обычных процессах трудно или вовсе не деформируются.
Недостатками штамповки из жидкого металла являются следующие:
- • производительность штамповки ниже, чем при горячей объемной штамповке, ввиду необходимости выдержки жидкого металла в штампе под давлением;
- • длительное взаимодействие жидкого металла со стенками штампа ведет к появлению на них разгарных трещин, в результате чего стойкость штампов оказывается ниже, чем при горячей объемной штамповке;
- • возможно возникновение значительной ликвации в поковке при вытеснении еще не затвердевшего металла.
- Быстрый ремонт труб с помощью хомутов без сварки
- Обслуживание холодильного оборудования: как избежать поломок и лишних расходов
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Промышленная роботизация производства
- Качественная спецодежда: как проходит сертификация