Электролизная сварка своими руками
Электролизная сварка своими руками
Преимущества водородной сварки в сравнении с другими видами газопламенной обработки
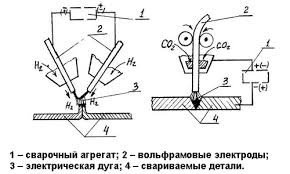
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить водородный сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
- Преимущества водородной сварки
- Применение метода
- Как самому сделать водородный сварочный аппарат?
- Основная емкость
- Источник тока для атомно-водородной сварки
- Обменная камера
- Изготовление горелки
- Итог
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
 Технология сварки при помощи водорода.
Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только сварку, но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Несмотря на многочисленные достоинства атомно-водородной сварки, она не лишена недостатков. Главные из них – это трудности работы с медными изделиями, некоторыми легированными сталями, а также с массивными материалами.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
 Агрегат для водородной сварки.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
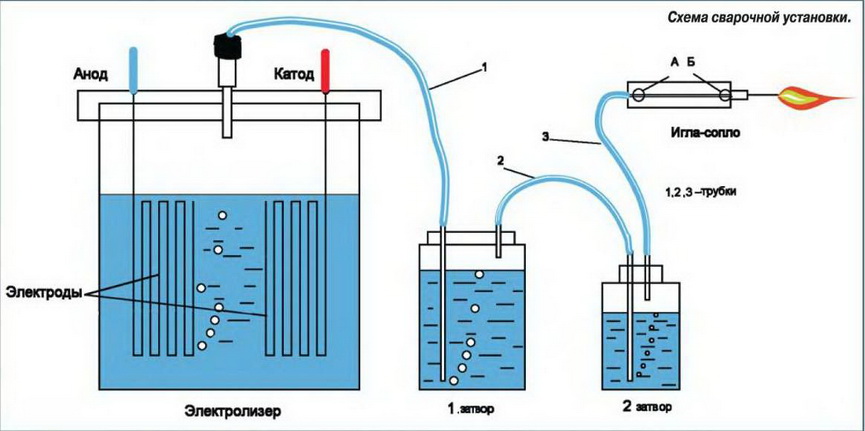
Гидродозатором выступает второй сосуд. В нем газы насыщаются парами горючих веществ. Затем полученная смесь направляется в третью емкость, наполненную обычной водой. Она выполняет функцию затвора для выхода газов.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Сварка с водородно-кислородной горючей смесью из электролиза воды
Аппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает. Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение.
А вот у сторонников малой механизации — любителей создавать всё своими руками такой аппарат наверняка имеется. Возможно, даже самодельный, выполненный по эскизам и с учётом рекомендаций, которые были опубликованы на страницах «Моделиста-конструктора» (№7 за 1980 г. и № 10 за 1985 г.).
О том, как смастерить усовершенствованный вариант малогабаритного, но достаточно мощного аппарата для газовой резки и сварки, работающего по принципу получения водородно-кислородной горючей смеси с помощью электролиза водного раствора щёлочи, рассказывает очередная публикация журнала.
Первая «водогорелка», способная резать и сваривать даже тугоплавкие металлы, у меня с 1985 года. Изготовил её (а сейчас наладил мелкосерийный выпуск аналогов для продажи) по материалам журнала «Моделист-конструктор». Теперь выношу на суд читателей свою последнюю разработку, в основе которой хотя и усовершенствованный (большее число рабочих пластин, модифицированные боковые платы и надёжный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а — блок-схема, б — готовая самодельная конструкция; ё — блок питания выпрямленным напряжением электросети, 2 — электролизер, 3 — затвор жидкостный, 4 — горелка газовая, 5 — амперметр, 6 — ручка включения аппарата, 7 — ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 — ручка управления потенциометрами, 9 — скоба хранения электрошнура в свёрнутом состоянии, 10 — корпус переносной деревянный, 11 — штепсельная вилка.
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 — плата боковая (фанера, s12, 2 шт.), 2 щека прозрачная (оргстекло, s4, 2 шт.), 3 — пластина-электрод (жесть, s0,5; 81 шт.), 4 — кольцо разделительное герметизирующее (5-мм резина кислото- и щёлочеупорная, 82 шт.), 5 — втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 — шпилька М6 (4 шт.), 7 — гайка М6 со стопорной шайбой (8 шт.), 8 — трубка вывода горючей газовой смеси, 9 — раствор слабощелочной (2/3 внутреннего объёма электролизера), 10 — вывод контактный (медь рафинированная, 2 шт.), 11 — штуцер («нержавейка»), 12 — гайка накидная M10, 13 — шайба штуцера («нержавейка»), 14 — манжета (резина кислото- и щёлочеупорная), 15 — горловина заливная («нержавейка»), 16 — гайка накидная Ml8, 17 — шайба заливной горловины («нержавейка»), 18 — шайба герметизирующая (резина кислото- и щелочеупорная), 19 — крышка заливной горловины («нержавейка»), 20 — прокладка герметизирующая (резина кислото- и щёлочеупорная).
Между боковыми платами, соединёнными четырьмя шпильками, размещены металлические пластины-электроды, разделённые резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2. 3/4 объёма заполнена слабым водным раствором щёлочи (КОН или NaOH).
Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру — около 1800° С.
Производительность электролизера зависит от концентрации щёлочи в растворе и прочих факторов. А самое главное — от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания — мощностью и напряжением (из расчёта 2. 3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надёжную работу даже «восьмидесятиячеистого» (пластин-электродов у такого — 81 шт.) электролизера, а тем более — «тридцатиячеистого».
Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени — 0. 1,7 кВт, на второй (при включении SA1) — 1,7. 3,4 кВт.
И пластины для электролизера предлагаются соответствующие — 150×150 мм. Изготавливаются они из кровельного железа толщиной 0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы.
Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надёжной, как лампа Эдисона: включил — заработала, выключил — работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию. керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет — наблюдается лишь небольшая вспышка.
Наконец, в- третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
Рис.3. Керосиновый затвор и принцип его действия (а — при работающем электролизере, б — в момент отключения аппарата): 1 — баллон (2 шт.), 2 — пробка (2 шт.), 3 — штуцер вводный, 4 — штуцер выводной, 5 — керосин, 6 — переходник (стальная труба).
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3).
Потом — барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При её включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа.
Соединительные трубки в аппарате — полихлорвиниловые. Лишь к самой горелке ведёт тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками — и пламя, выдав напоследок легкий хлопок, потухнет.
Рис.4. Принципиальная электрическая схема блока электропитания.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко.
И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0. 1,7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера — поменьше и попроще (рис. 5). По сути, это — двухполупериодный, известный многим самодельщикам регулируемый выпрямитель.
Причём со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприёмнике).
Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнитопровода применён набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная — 2000 витков ПЭЛ-0,1; вторичная — 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряжённой эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера.
Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Поэтому рекомендуется в электролизер заливать только дистиллированную воду, а щелочной раствор использовать наименее загрязнённый солями (недопустимо присутствие следов химических соединений серной и соляной кислот).
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щёлочи.
К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щёлочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
В.РАДЬКОВ, Татарстан. Моделист-конструктор 1997 №3.
Что такое водородная сварка
Альтернативой газовым горелкам, работающим на ацетилене, стала водородная сварка. Она применяется для соединения различных материалов, не только металлов. Компактные установки используются в стоматологии, ювелирном деле, мастерских по ремонту автотехники. При желании можно сделать установку, генерирующую газовую смесь, своими руками. Водородная сварка используется в быту и на производстве.
Сущность водородной сварки
Сварка водородом основана на способности Н2 сгорать с большим выделением тепла. Для пламени необходима газовая смесь с большим содержанием водорода. Кислород связывается воспламеняющимися органическими жидкостями, их требуется немного. Водородное пламя не видно в дневное время суток, в аппаратах используют специальные датчики, контролирующие подачу газа.
Для генерации водородной смеси используют электролизеры. Вода распадается на составные молекулы под действием электрического тока. Получается горючая газовая смесь с необходимым соотношением водорода и кислорода.
Среди промышленного оборудования внимания заслуживают отечественные сварочные аппараты серии «Лига». Они работают от стандартной сети 220 В, заправляются дистиллированной водой, она используется в качестве среды для электролиза. Под воздействием тока молекулы распадаются на кислород и водород. Смесь газов поступает в охладитель-обогатитель, где конденсируется избыточная влага. С газовой смеси добавляют горючие жидкости:
- бензол;
- спирт;
- бензин;
- толуол;
- другие углеводородные композиции.
Как и при других огневых работах, при сварке электролизером нужно соблюдать технику безопасности.
Преимущества и недостатки
Водородная технология в сравнении с другими видами термического соединения металлов выигрывает по многим позициям:
- эффективности;
- безопасности;
- экологичности.
Компактные аппараты удобны для соединения многих материалов:
- углеродистых, низколегированных и сталей;
- стекла;
- литейного чугуна;
- некоторых цветных сплавов;
- стекла;
- керамики;
- композитных материалов.
Сварочный процесс не связан с частой зарядкой оборудования, экономится много времени. На генерацию газа уходит не более 5 минут. При небольших габаритах у аппаратов большая рабочая мощность. В отличие от ацетиленовой сварки водородная не загрязняет атмосферу продуктами горения, парами азота. Оборудование отличается пожаробезопасностью, у конструкции риски возгорания, взрывов минимальные. В процессе работы швы не окисляются.
Несколько слов о недостатках водородных аппаратов:
- область применения ограничена размерами сопла, маленькой горелкой сваривают только тонкостенные детали;
- при работе с некоторыми цветными металлами не избежать пористости, прочность соединения снижается;
- пламя сложно регулировать «на глазок», факел невидим невооруженным глазом.
Применение водородного сварочного аппарата
Используя аппараты атомно-водородной сварки, производят:
- пайку металла;
- сварку стальных заготовок любого размера;
- порошковое защитное напыление;
- кислородную резку проката;
- наплавку деталей.
Водородная сварка применяется не только при строительных работах, благодаря компактности, аппараты используют:
- мастера по ремонту холодильного оборудования, радиаторов;
- стоматологи;
- ювелиры;
- радиолюбители;
- мастерские, занимающиеся кузовным ремонтом автотехники.
Диапазон использования аппаратов обширен. Используя возможности атомно-водородной сварки, ремонтируют чугунные изделия (металл характеризуется высокой текучестью). Единственное ограничение использования электролизеров – высокая экзотермия. Это фактор повышено риска, при сварке водородом используют охлаждающие системы.
Как сделать водородную сварку своими руками
Небольшой аппарат для водородной сварки своими руками сделать несложно. Чертеж можно найти на сайтах, все необходимое – в хозяйственном магазине.
- Емкость для раствора щелочи, водород высвобождается при диссоциации. Используют стеклянную тару – банку объемом 0,5 л. В капроновой крышке делают два отверстия для проводов, идущих к электродам. Для герметизации конструкции используют клей «Момент», необходимо ограничить доступ кислорода к жидкости.
- Электроды делают из полосок нержавеющего проката, рекомендуемая высота – 4 см. Пластинки скрепляют диэлектрическими шпильками на большом удалении друг от друга, чтобы использовать весь объем жидкости. Клеммы фиксируют болтами так, чтобы по краям были минусы, в центре – плюс. К ним будет подводиться ток.
- Отводной штуцер для выхода газа делается из гибкой трубки, через нее с помощью шприца закачивается 10% раствор NaOH. Щелочь разводят в дистиллированной воде. В рабочем состоянии самодельный электролизер нагревается до +80°С.
- Гидрозатвором служит другая емкость, заполненная водой на 1/3 объема. В нее помещают конец отводного штуцера.
- Рабочее сопло, из которого выходит горючая смесь газов, должно быть металлическим. Умельцы используют медицинские иглы.
- Источник постоянного тока – аккумулятор напряжением до 12 В или выпрямитель. Выработка газов зависит от силы тока. Меняя показатели, регулируют мощность пламени. Для сварки тонкостенных заготовок достаточно напряжения 3 вольта.
Электролиз начинается при замыкании электроцепи, через 2–3 минуты струя, выходящая из сопла, загорается. Можно приступать к работе.
Техника безопасности при сварке водородом
Промышленные аппараты для водородной и атомно-водородной сварки оснащают системой автоматического отключения. При повышенном давлении газовой смеси подача тока прекращается автоматически, без участия сварщика. Как и при других огневых работах, при сварке электролизером нужно соблюдать технику безопасности.
- Газовая горелка располагается на удалении от воспламеняющихся и огнеопасных веществ. Во время работы сопло держат в противоположной стороне от источника питания. Пользуются ограждающими экранами.
- Закрытое помещение необходимо периодически проветривать.
- Пламя негативно влияет на сетчатку и глазное яблоко. При водородной сварке рекомендуется пользоваться затемненными очками.
- На газовые баллоны при перевозке надевают защитный колпак, устанавливают металлические резервуары в решетчатые подставки, чтобы во время движения транспорта баллоны не соприкасались друг с другом и не падали.
- На сварочном участке не хранят кислород, в минуты отдыха выключают сварочное оборудование.
При соблюдении правил эксплуатации работать безопасно. Качественные соединения получают без вреда для себя и окружающей природы.
Водородная горелка в домашних условиях

В данной статье автор описывает процесс создания водородной горелки в домашних условиях. Представленное устройство не имеет накопительных баллонов для газа, что делает его довольно безопасным в эксплуатации. Водород производится методом электролиза, и вырабатывается из обычной воды. Газ, производимый в необходимых количествах ННО генератором, тут же сжигается в горелке, что исключает возможность его накапливания и взрыва.
Необходимые материалы для постройки горелки:
— Пластины из нержавейки, примерно 1 мм толщиной;
— Два болта М6х150 с шайбами и гайками;
— Кусок прозрачной трубки;
(В проекте использовалась трубка из водяного уровня)
— Штуцера с «елочкой»;
(их диаметр подбирается под шланг с водяного уровня)
— Пластиковый контейнер на полтора литра;
(подойдет обычный контейнер для хранения пищи)
— Фильтр проточной очистки;
(можно использовать фильтр стиральной машинки)
— Обратный водный клапан.
Инструменты используются стандартные, которые имеются в каждой мастерской.
Первым шагом будет создание сердца ННО генератора – электролизер. Он выполнен из листов нержавеющей стали, расположенных последовательно друг за другом через равные промежутки и скрепленных болтами.
Как говорится в источнике, марка нержавеющей стали нужна либо зарубежная AISI316L, ее отечественный аналог 03X16H15M3. Но это в идеале, в принципе можно использовать любую.
Почему используется именно нержавеющая сталь, а не к примеру обычный черный метал, ведь он тоже проводит ток? Дело в том что, во первых черный метал ржавеет в воде, во вторых в воду при работе аппарата будет добавляться щелочь, что при условии прохождения электрического тока будет создавать для пластин достаточно агрессивную среду, в которой обычное железо просто долго не протянет.
Из листа нержавейки нужно вырезать 16 квадратных пластин. По размеру они должны быть такими, чтобы свободно входили в пластиковый контейнер. Резать их можно болгаркой или лобзиком.
После этого, в каждой пластине просверливается по два отверстия, диаметром 6 мм, под болты. С противоположной стороны нужно спилить часть уголка.
Вот что должно получится:

Теперь еще немного теории. Принцип работы водородного генератора основывается на том, что при прохождении постоянного электрического тока через электролит между пластинами, ток расщепляет воду на ее составляющие: кислород и водород.
Из этого следует, что из пластин будут собраны две электрически изолированных друг от друга батареи, на одну из которых будет поступать плюс, на другую минус (анод и катод).
Вот как это выглядит схематически:
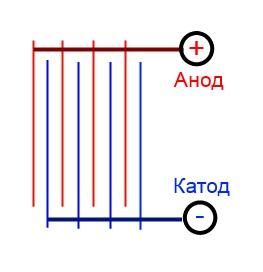
Такое количество пластин нужно для того, чтобы повысить площадь электрического воздействия на электролит, тем самым увеличив ток, проходящий через электролит, и как следствие количество вырабатываемого водорода.
Существует довольно много вариантов подключения пластин, и данный вариант не является самым оптимальным. Он используется, потому что является довольно простым в изготовлении и коммутации.
Данная схема рассчитана на малое напряжение и большой ток.
Для изоляции пластин друг от друга были использованы кусочки прозрачной трубки:

Толщина кольца должна равняться приблизительно 1 мм.
Скрепляются пластины так: на болт одевается шайба, затем пластина, затем три шайбы, пластина, три шайбы и т.д. Так собираются анод и катод, по 8 пластин.

Затем одна батарея вставляется в другую, развернувшись на 180 градусов. Между пластинами в качестве диэлектрика вставляются вырезанные ранее кусочки трубки.
После сборки две батареи прозваниваются между собой, и если нет короткого замыкания, устанавливаются в контейнер.
В контейнере просверливаются отверстия под болты, на них будет поступать напряжение.
В крышке контейнера просверливается отверстие под штуцер. Перед установкой самого штуцера, его посадочное место лучше промазать герметиком или силиконом. То же самое касается и прилегающей поверхности крышки. Чтобы проверить контейнер на герметичность его можно опустить в емкость с водой. Если на нем появятся пузырьки, значит контейнер не герметичный.
Для повышения генерации газа, в воду необходимо добавить некоторые примеси. Лучше всего подойдет гидроксид натрия, который содержится в средствах для прочистки труб от засоров.

Добавлять его следует осторожно, подключив в схему амперметр и следя за его показаниями.
Источник питания лучше использовать с регулировкой напряжения, от 0 до 12 вольт. Чем больше его мощность, тем лучше.
Далее остается установить обратный клапан и фильтр. Обратный клапан предотвратить попадание газа обратно в контейнер. Проточный фильтр так же служит в роли водяного затвора.
Устройство готово, осталось подключить блок питания и ацетиленовую горелку со шлангом.
Водородно кислородная сварка
Высокоэффективное водородно-кислородное пламя может служить качественной альтернативой ацетилено-кислородному пламени в процессах сварки, резки и пайки. Частично, водородно-кислородная сварка может стать заменой свариванию в среде инертных газов. Этот метод, в отличие от стандартных, является практически безвредным, поскольку продуктом горения в данном процессе является пар. Водородная сварка выполненная своими руками для исполнителей, владеющих навыками газовой сварки своими руками, не требует длительного переучивания, достаточным является краткий инструктаж
Особенности водородно-кислородной сварки
История газовой сварки насчитывает около ста лет. Основным горючим газом повсеместно являлся ацетилен. Исследования ученых показали, что использование водорода вместо ацетилена позволяет получить такую же производительность и высокое качество сварного шва при сварке углеродистых сталей и других материалов. Водородная газовая сварка является разновидностью процессов газопламенной обработки материалов, происходящих с использованием смеси горючего газа с кислородом.
Трудность состояла в том, что ацетилено-кислородное пламя по отношению к расплавленному железу является восстановительным, а водородно-кислородное – окислительным. Сварочная ванна при использовании водорода в качестве горючего газа покрывалась сплошным слоем шлака, шов становился пористым и хрупким. Проблему помогло решить использование органических веществ, обладающих способностью связывать кислород. В качестве таких добавок стали применять углеводороды, имеющие температуру кипения в пределах 30-80 градусов. Это могут быть бензины, гексан, гептан, толуол, бензол. Необходимое для процесса их количество крайне мало.
Особенности водородного пламени
После решения технологических вопросов затруднением оставалась газовая смесь для сварки в связи с отсутствием эффективного источника водорода. Использование водородных баллонов является крайне нерентабельным. К тому же, такие баллоны – источник повышенной опасности. Сжиженный водород может стать причиной сильных обморожений, большие концентрации этого вещества вызывают удушье и головокружения. Также, опасной особенностью водородного пламени является невидимость при дневном свете. Определить его можно только при помощи специальных датчиков.
Создание электролизеров
Решением проблемы стали электролизеры – аппараты, которые с помощью электрической энергии позволяют получать сразу, причем в оптимальном соотношении, и водород, и кислород. Очередной сложностью оказалась громоздкость оборудования, необходимого для выработки достаточного для промышленных целей количества горючей смеси. Существующие ранее передвижные аппараты могли обеспечить только потребности ювелиров и зубных техников. Стационарные аппараты, способные сваривать металл толщиной 5-6 мм, весили порядка 300 кг. В конце прошлого века был создан передвижной электролизер, с помощью которого стала возможна портативная газовая сварка с достаточным временем работы без дозаправки и приемлемой производительностью в условиях промышленности и на строительных площадках.
Принцип работы водородно-кислородных электролизеров
Водородно-кислородные газосварочные аппараты представляют собой электролизеры, в которых под воздействием электричества вода разлагается на кислород и водород. Сварочное оборудование может работать от бытовой или трехфазной электросети. Смесь водорода и кислорода подается по шлангу в стандартную ацетилено-кислородную сварочную горелку. Сущность газовой сварки с использованием водорода такая же, как и обычной газовой сварки.
 Водородно – кислородный сварочный аппарат
Водородно – кислородный сварочный аппарат
Единственное отличие – применение водородно-кислородной смеси вместо привычных ацетилен-кислородной и пропан-кислородной.
Сварочные водородно-кислородные аппараты разной мощности позволяют решить практически все задачи, ставящиеся перед газопламенной обработкой материалов. С их помощью осуществляют: сварку, наплавку, пайку, термоупрочнение, порошковое напыление и порошковую наплавку, кислородную резку – ручную и машинную. Различные режимы газовой сварки с водородом дают возможность выполнения широкого спектра работ – от микросварки и микропайки пламенем толщиной с иголку до резки стальных листов толщиной порядка 300 мм. Работа аппаратов может вестись и в ручном, и в автоматическом режимах.
Даже малогабаритные переносные аппараты при такой незначительной мощности – 1,8 кВт, потребляемой от двухфазной бытовой сети, могут решить проблему сваривания и резки листов из черного и цветного металла толщиной до 2 мм. Температуру чистого пламени можно легко отрегулировать от 600 до 2600 градусов. Такие электролизеры популярны среди стоматологов, ювелиров, ремонтников холодильных агрегатов.
Более мощные модели водородно-кислородных сварочных аппаратов, позволяющие сваривать металл толщиной до 3 мм, приобрели популярность на станциях технического обслуживания, где применение взрывоопасных баллонов с кислородом и пропаном запрещено. Простая система контроля производительности позволяет использовать аппарат в самых труднодоступных зонах при ремонте блоков двигателей, радиаторов, ступиц, во время кузовных работ. В случае достижения предельных уровней давления и электролита встроенная контрольная система подает сигнал. Происходит автоматическое отключение аппарата от источника электрического питания. Такие меры предосторожности обеспечивают двойную пожарную и взрывобезопасность.
Для профессионалов
Для работников аварийных служб разработаны специальные аппараты, позволяющие сваривать трубы с толщиной стенки до 5 мм в условиях отсутствия трехфазной сети. Эти электролизеры можно применять для заварки дефектных зон чугунного и цветного литья, ручной и машинной резки металлов с толщиной стенки до 30 мм. Такие способы газовой сварки осуществляют с питанием подогревающего пламени резака от аппарата и подачей режущего кислорода из баллона. Данная технология позволяет получать более чистый рез, чем при использовании ацетилена и пропана. При этом процессе не происходит науглероживание и закаливание металла, отсутствуют грат и загрязняющие атмосферу выбросы оксида азота. Такие модели электролизеров позволяют вести безопасную кислородную резку в тоннелях, колодцах, метрополитенах, где запрещается использование пропана и ацетилена. Некоторые аппараты подобного типа дают возможность проводить работы при отрицательных температурах окружающего воздуха.
Водородная газовая сварка видео наглядно демонстрирует ход сварочного процесса с применением электролизера.
Наиболее часто сварка в среде защитных газов выполняется в углекислом газе и аргоне. Подробнее о технологии читайте в этой статье.
Преимущества использования водородно-кислородных электролизеров
Современные производители газосварочного оборудования предлагают электролизно-водные сварочные аппараты, обладающие рядом преимуществ по сравнению с традиционными способами сварки с использованием пропана и ацетилена.
Ключевые особенности аппаратов:
- Аппараты легки в эксплуатации – перезарядка нужна редко, а ее трудоемкость значительно ниже, чем трудозатраты при перезарядке генератора.
- Быстрый выход в рабочий режим – 1-5 мин, в зависимости от необходимого расхода газа и температуры окружающей среды.
- Возможность получения значительной мощности при небольших габаритных размерах оборудования.
- Экологическая чистота сварочного процесса. Работа с ацетиленом сопровождается загрязнением среды токсичными оксидами азота. При сварке в помещениях норматив по содержанию азота, как правило, не выдерживается, что отрицательно сказывается на здоровье работников. В водородно-кислородных аппаратах единственным продуктом горения является абсолютно безвредный водяной пар.
- Аппараты являются пожаровзрывобезопасным оборудованием как при работе, так и при хранении. Защитная одежда при водородно-кислородной сварке такая же, как и при обычной газовой: плотная роба, рукавицы, очки для газовой сварки.
Использование ацетиленовых генераторов и баллонов является целесообразным исключительно в полевых условиях при отсутствии источников электроэнергии. Во всех других случаях громоздкое газосварочное оборудование могут заменить высокоэффективные, удобные, долговечные аппараты, работающие на электричестве и воде.
Самодельный электролизер для пайки/сварки

Hammer
Завхоз
На форуме с 05.10.2005, cообщений 4270, возраст 43
Жуковский
Многие знают, что я являюсь заядлым электролизерщиком и пробую разные методы получения гремучего газа для построения прибора пригодного для работы с горелкой в домашних условиях. Может это бред, а может и наоборот. Сколько людей столько и мнений.
Не хочу никого агитировать или навязывать свою точку зрения, просто приглашаю владельцев сих аппаратов и самодельщиков рассказать про них: как они в работе, что можно с ними делать, как облуживать и т.д.
Особо интересны самодельные конструкции отличные от «классических».
Я с осени пользуюсь самодельным электролизером, делал его правда не я. Варит он паршиво, зато паяет латунью и другими высокотемпературными (твердыми) припоями отлично! Для раскисления пламени подключаю пропановый баллон для походных примусов.
Zmejuk
На форуме с 05.12.2006, cообщений 51
Откуда: Москва
Hammer
Завхоз
На форуме с 05.10.2005, cообщений 4270, возраст 43
Жуковский
Серебросодержащие припои лучше растекаются, сильнее держат, но на порядок дороже. Дешевые медно-фосфорные припои отлично паяют медь, замечательно растекаются на стали, но от стали могут отвалиться еще при остывании детали. Поэтому я паяю сталь латунной проволокой.
Флюс — обезвоженная бура.
Посыпаешь спаиваемые детали бурой и греешь докрасна, в этом же пламени нагреваешь проволоку, макаешь ее в буру, затем чиркаешь ей по спаиваемым деталям. Латунь должна оплавиться об деталь и прилипнуть к ней. Потом уже доплавляешь латунь, чтобы она растеклась.
Zmejuk
На форуме с 05.12.2006, cообщений 51
Откуда: Москва
Hammer
Завхоз
На форуме с 05.10.2005, cообщений 4270, возраст 43
Жуковский
LVN
На форуме с 22.04.2006, cообщений 54
Откуда: Москва
-PETROVICH-
На форуме с 16.12.2006, cообщений 131
[серебросодержащие припои – как раз и дорогие.
Hammer
Завхоз
На форуме с 05.10.2005, cообщений 4270, возраст 43
Жуковский
Сдох мой электролизер
Разъело пластины. Настал тот момент, когда придется опять экспериментировать с гремучкой
Питается от немного разогнанного БП компьютера и выдает 1.5 л/мин газа. То, что надо! Но этот аппарат мне довольно трудно изготовить и он имеет недостатки. Например, продукты разъедания пластин скапливаются в емкости и между пластинами, что снижает эффективность реактора, при сильном пузырении электролит выплевывает через выходной штуцер вместе с пеной, пластины находятся целиком в электролите — об охлаждении не может быть и речи. В наличии есть только тонкая нержавейка, примерно 0.3мм, ее довольно трудно выпрямить так, чтобы пластины не касались друг друга в реакторе (расстояние между пластинами в идеале 2мм). И делать отверстия в нержавейке не деформируя ее — очень тяжело.
Как решить проблему пены и скапливающегося в реакторе мусора я знаю: делал спираль из двух пластин, в результате система работает как насос, пузурьки выносят электролит из центра спирали, а в емкости образуется водоворот т.е. в середине пены нет, а пузырьки легче схлопываются. Можно конечно просто сделать пакет пластин подвешенных в электролите, но что-то мне это не нравится.
Заставлял я реактор работать, как газлифт — пузырьки увлекали за собой электролит и переливали его в другую емкость, этот эффект можно использовать для перемещения электролита через радиатор.
Самая главная проблема — корпус. Я пробовал делать из канлизационной ПВХ муфты, она при нагреве деформируется и при сильном давлении у нее выбивает заглушки
Вощем кому интересно, давайте вместе пробовать. Я своим аппаратом был очень доволен!