Губки для тисков слесарных своими руками
Губки для тисков слесарных своими руками
Особенности и виды губок для тисков

- Что это такое?
- Разновидности
- Размеры
- Как сделать своими руками?
Губки для слесарных тисков изготавливаются из разных материалов. В существующих моделях тисков они имеют разные размеры, ширину, свойства и сферу использования. Мы рассмотрим, для чего предназначены сменные губки, их разновидности, как и из какого сырья их сделать своими руками.
Что это такое?
Губки – это рабочие органы тисков, предназначенные для фиксации заготовки. Именно они контактируют с обрабатываемой деталью, и от их свойств зависят точность базирования заготовки и качество ее поверхностного слоя.

Поэтому к губкам предъявляются определенные требования:
- высокий коэффициент сцепления с материалом заготовки;
- усилие зажима должно соответствовать прочности обрабатываемой детали;
- точность позиционирования заготовки (особенно для станочных тисков);
- надежность и долговечность.
Сила зажима заготовки может составлять 15–55 кН. А для ее увеличения на губках делают насечки. Поэтому при неправильном использовании на заготовке могут остаться вмятины и царапины.
Чтобы этого не произошло, тиски снабжаются комплектом сменных накладок, предназначенных для работы с разными материалами детали. Особенно это касается слесарных моделей, в которых закрепляются как мягкие алюминиевые заготовки, так и твердые стальные.
Столярные и некоторые другие модели тисков сменными накладками обычно не комплектуются.
Разновидности
Принципиальных различий в разных конструкциях тисков нет. Может различаться количество губок (могут быть дополнительные), а также их конфигурация (есть угловые модели, есть цепные тиски для труб, а есть и специальные).
Во всех видах тисков есть неподвижные губки и подвижные.
- Неподвижные. Обычно они изготавливаются как одно целое со станиной. Часто имеют небольшую наковальню, которая расширяет технологические возможности. В некоторых больших слесарных моделях на станине есть поворотный круг.

- Подвижные. К ним приваривается маточная гайка, в которую вкручивается ходовой винт. При его вращении происходит движение губки, при этом в разных моделях оно реализуется по-разному.

- Стуловые. В них подвижная губка закреплена на шарнире и перемещается по окружности, как у щипцов (на небольшой угол). Сейчас они практически не используются.

- Параллельные. В любом положении тисков они строго параллельны друг другу. Сейчас это самый распространенный вид зажимов.
Параллельные делятся на 2 вида:
- с одной подвижной губкой;
- самоцентрирующиеся.

В последнем варианте они обе имеют привод, и зажимаемая деталь оказывается строго по центру корпуса. Такие конструкции применяются в машиностроении для выполнения однотипных операций. Для слесарных задач их покупка нецелесообразна.
Одна из важнейших частей – это сменные накладки. Для закрепления разных заготовок материал их изготовления отличается. Это может быть:
- дерево;
- пластмасса;
- твердая резина;
- мягкий металл (медь, алюминий и другие);
- закаленная сталь.

Также губки различаются насечкой. Она бывает:
- пирамидальная с острой вершиной;
- пирамидальная с плоской вершиной;
- в виде сетки.

Общие правила выбора накладных пластин следующие:
- для твердых заготовок нужны мягкие губки – если использовать жесткие, деталь будет прокручиваться, и это приведет к браку, а то и к несчастному случаю;
- для деталей из мягких материалов нужны твердые губки с насечками – это предотвратит проскальзывание заготовки и обеспечит высокую точность установки.

Нужно учитывать, что точность базирования заготовки в мягких губках будет ниже, чем в твердых. Это вызвано деформацией накладок. Но это актуально для прецизионных зажимов на станках с ЧПУ. Для обычных слесарных тисков это не играет большой роли, поскольку обработка ведется вручную.
При этом учтите, что жесткость деревянных губок зависит от ориентации волокон. Если они направлены перпендикулярно рабочей плоскости, жесткость высокая, а если параллельно – низкая. Это важно учитывать при самостоятельном изготовлении.

Сменные губки можно изготовить без использования сложного оборудования. Но сначала нужно определиться с размерами.
Размеры
Тиски – это стандартизированное оборудование, которое изготавливается по ГОСТу. Для них предусматривается несколько стандартов:
- малые тиски: высота губок – 50 мм, максимальный ход – 80 мм;
- средние: высота – 180 мм, рабочий ход составляет 120-125 мм;
- большие: высота – 220 мм, величина хода равна 140-160 мм.
Стуловые модели имеют похожие характеристики. В них высота губок находится в пределах 65–75 мм, а длина рабочего хода – 120-150 мм и более.
Вылет накладок из пазов должен составлять 2–3 мм (для больших слесарных тисков). В более компактных экземплярах он может быть меньше.
Есть модели с другими размерами зажимных планок. Но если они по каким-либо причинам не подходят, то накладки можно изготовить самостоятельно.
Как сделать своими руками?
Для начала определитесь с материалом. О том, как правильно его выбрать, мы уже говорили. Ограничивать себя не стоит, можно «за раз» сделать несколько пар прижимных планок и менять их по мере необходимости.
Далее демонтируйте старые накладки. Эта работа весьма трудоемкая, наверняка болты заржавели, и снять накладки просто так не удастся. Тогда их нужно спиливать болгаркой с отрезным кругом. Но будьте готовы, что остатки болтов выкрутить не получится. Тогда их нужно сошлифовать, а затем просверлить новые отверстия и нарезать в них резьбу.

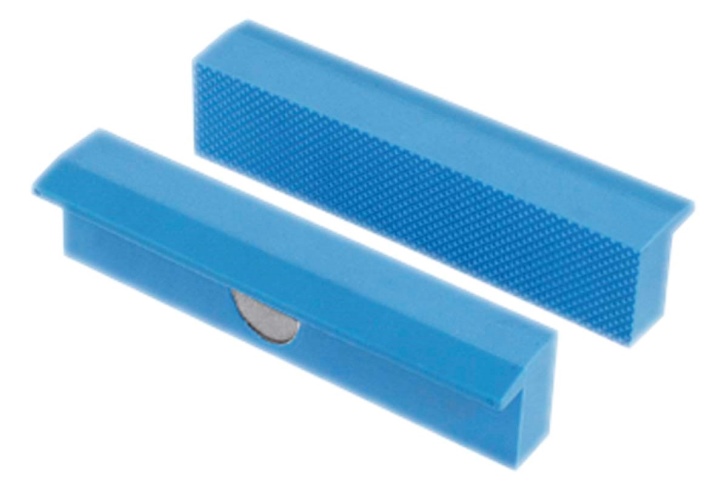
Далее приступаем к изготовлению. Используя простые инструменты, можно сделать хорошие деревянные накладки. При этом они будут закрепляться не винтами, а магнитами, и снимать старые губки не потребуется.

Основная идея – сделать легкосъемные губки. К магнитам они крепятся скобой, изготовленной из листового металла толщиной 1–2 мм. Работа заключается в выполнении определенной последовательности шагов.
- Возьмите 2 одинаковых деревянных брусочка. Их толщина должна быть достаточна, чтобы в торец можно было вкрутить винт. Длина и ширина определяются размерами тисков.
- Закрепите в верхней части каждой губки по магниту. Найдите такое положение, при котором они держатся с наибольшей силой.
- Зажмите в тисках обе наши новые накладки.
- Из бумаги сделайте шаблон, приложив ее к накладке и магниту. Сделайте необходимые сгибы. Далее вырежьте получившуюся фигуру, расправьте и перенесите контуры на металл.
- Придайте металлической заготовке необходимую форму. Для этого приложите ее к накладке и магниту и делайте изгибы. Затем уберите заусенцы и острые грани.
- Закрепите скобы на нашей деревянной накладке 2-мя винтами. Для этого нужно просверлить отверстия.
- Для изготовления другой губки проделайте то же самое.


Магнит можно вовсе не прикреплять к скобе – он будет держаться самостоятельно. Но если нужна большая надежность, то его можно прикрепить винтами или клеем. Большой прочности не требуется, поскольку на соединение не действуют силы закрепления.
Достоинства таких самодельных губок – простота исполнения и низкая стоимость, а также то, что накладки быстро снимаются и ставятся. Недостаток – величина рабочего хода тисков уменьшается.
Главное требование – накладки должны быть строго параллельными.

Самим можно сделать и металлические губки, но без оснастки уже не обойтись. Нужно использовать стандартные крепления. Но убедитесь, что установочные пазы прямые. Если это не так, их нужно выровнять фрезером, дремелем или с помощью шлифования.
Новые прижимные планки можно изготовить из старых токарных резцов.

- Штангенциркулем или нутромером определите необходимые размеры.
- По ним сделайте 2 металлических бруска. Это и будут губки.
- Просверлите по 2 отверстия. Они должны четко совпадать с установочными и лежать строго перпендикулярно поверхности зажима. Это самый ответственный момент. Для гарантии их диаметр можно сделать немного больше.
- В отверстиях сделайте углубления для потайных болтов. Лучше цековкой, чтобы дно получилось плоским, а не конусным.
- Дремелем или болгаркой с тонким кругом нанесите риски.
- Закалите губки, а затем отпустите их. Температура зависит от марки материала.
- Закрепите накладки на тисках. Если они «сидят» неровно, подгоните нужные размеры. После закалки это можно сделать только шлифованием.

Губки с пирамидальной насечкой можно сделать из плоского напильника. Перед работой нужно провести отжиг, чтобы материал стал мягче. Далее методика не отличается.
В следующем видео вы сможете наблюдать процесс создания губок для тисков своими руками.
Губки для тисков слесарных своими руками
Из чего можно сделать губки для тисков(Интересует ответы людей которые делали))? человек ответ губка тиски
Алюминиевые пластины!Для мягких материалов,. А если Вы про новые,то из напильников получаются отличные
про напильники уже говорил с человеком, решил делать из тела токарного резца по металлу
Так у него тело не настолько твердое! Если не ошибаюсь оно из обычного металла
да, но сравнив надфилем губки тисков и тело резца я обнаружил, что резец всё таки потверже будет, немного
Грамотно ! Вариант есть еще из станины старого токарного станка. только такой еще найти надо
это уже из области фантастики 
))))) тогда Ваш вариант самый оптимальный
да, я пока тоже ничего лучше не придумал
а это что ника не пойму. я мастер кукольник. если объясните что это.. может и подскажу?!
не парьтесь, спасибо за участие
оке) не парюсь)пожалуйста))
высокоуглеродистая сталь(твёрдая) с фрезерной обработкой (рифление)
нет, спасибо просто за чёткий, хорошо сформулированный ответ, вместо той фигни которую пишут.
только вот чем сверлить . ((((((((
обычным сверлом по металлу
напильник. ну ну. только аккуратно на сверлильном станке, дрель отдыхает ( + зазенковать под болты / винты )
сначала центровкой, потом сверлом всё в ручную, центровкой же выбирается потай под потайные винты.
да будет вам по слову вашему. ваша награда. всех благ вам..
да будет вам по слову вашему. ваша награда. всех благ вам.
засунь себе за щеку своё спасибо
да будет вам по слову вашему. ваша награда. всех благ вам.

Для работы с каким материалом, или универсальные?
универсальных не существует, для работы с металлом
Тогда из металла, а крепить или закрепками или навремя на клей
что такое закрепки, клей изначально не рассматриваю даже
первый раз слышу чтобы губки тисков крепили на заклепки, в чем преимущество перед стандартным винтовым соединением
Сделайте как положено, на винтах

на зубиле сталь хорошая. и форма подойдет
а зачем их покупать если они есть
дерзай. потом отпишешься о результате
может быть и напишу

калёное что нить надо. напильники ))
возможно. но помнится напильник по ним скользил, не брал их.
Сменные планкиСталь У7, У7А, У8, У8АГОСТ 1435твердость 45. 53 HRC
таких тонкостей уж не помню. да и не знал наверное )))
твердость китайского ножа в районе 50-54 HRC
губки гуппи очень хорошо подходят
гуппи, которые очень хорошо размножаются. даже в пакетах.. Как ты не знаешь?(
а причем здесь чугунные тиски?
определённо есть связь
наверное это заговор

закаленная вроде справляется!
сталь всегда справлялась с губами для тисков.ты походу просто хуепутало.
написано Из чего можно сделать губки для тисков(Интересует ответы людей которые делали) ты делала, или совет может дельный сказала, так какого хуя ты свою пятачину суёшь если ни хрена не знаешь.
я физико химический эксперт по металу!сосунок.
и тебе не болеть!

А зачем губки тискам?)
для фиксации заготоки

не в курсе что это!
тогда надо новые тиски
тиски не надо губки надо
нет, просто плотно не сходятся, остаются щели, а местами они просто побитые
резец токарный по металлу, насечку сделать проще чем выводить плоскость
не знаю. я сомневаюсь. Бог в помощь.
Из того что я смотрел это пока оптимальный вариант, был бы фрезер, то сделал бы из напильника.
чтоб прилегало плотно можно между напильником и тисками проложить пластины из мягкого металла, алюминий или медь. тогда все плотно приляжет
не надо никакой вещества нужно просто 2 идеальные плоскости, всё остальное это кривые руки, я делаю по принципу — делай как лучше, как хуже само получится.



хз, но где то слышал

какой ей есть советский аналог?
дк это советская))
у меня поисковик по запросу сталь R17 выдает только диски и шины на 17″
Главные достоинства этой стали — твердость и красностойкость (она не теряет твердости до 600°С). Легирующими элементами в ней служат вольфрам (в количестве не менее 6%), хром (не менее 4%), а также кобальт, ванадий, молибден. Содержание углерода 0,7—1,1%. Наиболее распространенные марки быстрорежущей стали: Р9, Р18, Р17.
на губках тисков большая твердость не нужна, а жаростойкость тем более.
Тиски для слесарных работ: сделай сам
При слесарных и столярных работах мастеру-самодельщику не обойтись без мощных тисков. Большие и новые тиски стоят дорого. Выход — или искать б/у тиски на вторичном рынке, или засучить рукава и, при наличии сварочного аппарата и УШМ, сделать недорогие тиски своими руками. Рассмотрим пример пользователя портала с ником Korkus и расскажем:
- Как самому сделать слесарные тиски из металла.
- Какие детали нужны для изготовления самодельных тисков.
- Какие инструменты потребуются.
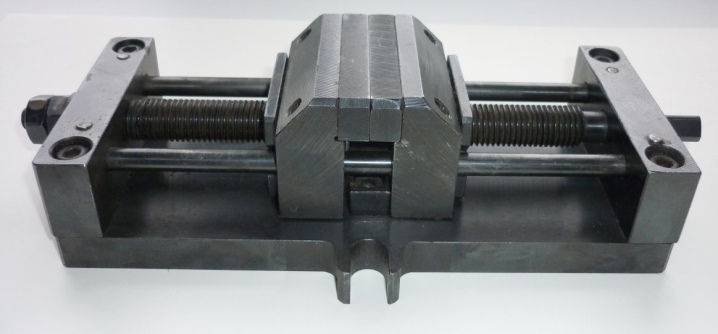
Тиски для слесарки своими руками: пошаговая инструкция
В интернете можно найти много вариантов самодельных тисков, сделанных своими руками. Я тоже решил сделать слесарные тиски из имеющегося у меня металла, чтобы не покупать заводские. И вот, что из этого получилось.
Для изготовления самодельных тисков нужны детали:
- Основание тисков – металлическая пластина толщиной 4 мм;
- Направляющая призма — профильная труба сечением 5х5 см, толщина стенки 4 мм;
- Основа губок — уголок с полкой 7.5 см, толщина стенки 8 мм;
- Ходовой винт – шпилька диаметром 20 мм;
- Также потребовались – металлическая полоса шириной 5 см и толщиной 1 см, усиленная гайка для шпильки и уголок с полкой 60 мм и толщиной стенки 5 мм.

Работы по изготовлению слесарных тисков разбили на ряд этапов:
1. Основание под тиски Korkus сварил из двух металлических пластин размером 20х16 см.
Затем места сварки зачистили.

2. По центру основания пользователь провёл линию для разметки места под ходовой винт — шпильку. Гайка под ходовой винт приварена к проставке толщиной 10 мм.

3. Направляющая тисков сделана из квадратной профильной трубы, в которой болгаркой сделан продольный паз шириной чуть больше, чем приваренная подставка с гайкой.
4. Для крепления направляющей использован 60-й уголок (2 шт.) длиной 20 см.
Уголки обхватывают профильную трубу, а сверху к ним приваривается крышка из полосы толщиной 1 см и шириной 5 см. Получается короб.

Чтобы профильная труба свободно двигалась в коробе и получился зазор, использованы проставки – 2 полотна от пилы по металлу.
Т.к. щель между пластиной и уголками получилась достаточно большой, то, после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину изнутри.

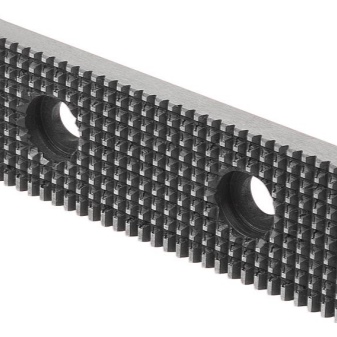
5. Основание губок слесарных тисков сделаны из прочного уголка с полкой 75 мм и стенкой 8 мм.

Губки тисков изготовлены из полосы толщиной 1 см.
В уголках и губках просверлены сквозные отверстия диаметром 4.2 мм.

Затем в уголках пользователь нарезал резьбу М5, а в губках рассверлил отверстия сверлом 5,1 мм и раззенковал отверстия под потай.

В губки вкручены болтики, а с обратной стороны прикручены гайки, которые потом обварили.

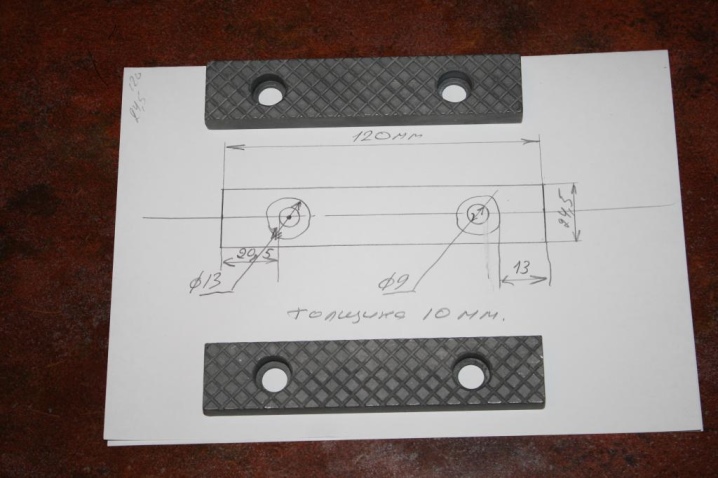
Чертёж губок для слесарных тисков.

6. С торца профильной трубы приварены два уголка.

Губки усилены треугольными ребрами жесткости и заварены пластиной металла толщиной 4 мм.
Нужны губки для тисков
Добрый день всем! Не получается найти губки для тисков 140мм. У кого есть, предложите.

у фрезеровщиков есть
Электросваркой свари полосу металлическую в несколько раз, да сделай самостоятельно
Mutru4 , Это понятно, что у них есть.
LexxLexx написал:
Электросваркой свари полосу металлическую в несколько раз, да сделай самостоятельно
LexxLexx , Халтура если честно.
Kolbenschmid ,
. В смысле? К губкам тисков предъявляются какие-то особые требования? При минимальных усилиях результат будет неотличим от оригинала.
LexxLexx написал:
Kolbenschmid ,
. В смысле? К губкам тисков предъявляются какие-то особые требования? При минимальных усилиях результат будет неотличим от оригинала.
LexxLexx , Вот эту работу халтурой не назовешь. Сварить из полосы( Увы увольте 
Kolbenschmid ,
-Пилите! Пилите,Шура!Пилите!Они золотые. )))) Эти губки вам дороже новых тисов обойдутся )))
Вы, случаем, не Зенит-Арену строите? 
LexxLexx написал:
К губкам тисков предъявляются какие-то особые требования?
Как минимум твёрдость. Полоса , что продаётся на рынках — Ст3
Alex___dr , Эээ, а нагреть докрасна и в отработке остудить не проще? Закалка называется.
LexxLexx написал:
Alex___dr, Эээ, а нагреть докрасна и в отработке остудить не проще? Закалка называется.
Закалка Ст3? Даже не знаю, что сказать.
LexxLexx написал:
Kolbenschmid ,
-Пилите! Пилите,Шура!Пилите!Они золотые. )))) Эти губки вам дороже новых тисов обойдутся )))
Вы, случаем, не Зенит-Арену строите?
LexxLexx , Я просто разместил объявление о покупке.
Alex___dr , В армии типа сапожных ножей так делали из полосы. Твердость была хорошей.
Если вам её недостаточно, то можно сделать губки для тисков из напильника. Но тут уже другая проблема — отверстия трудно будет просверлить.
LexxLexx написал:
Alex___dr , В армии типа сапожных ножей так делали из полосы. Твердость была хорошей.
Если вам её недостаточно, то можно сделать губки для тисков из напильника. Но тут уже другая проблема — отверстия трудно будет просверлить.
LexxLexx , Губки должны быть немного вязкие. Один хороший удар по губкам из напильника и они треснут. Если не травматично, то хорошо.
Kolbenschmid , Губки должны быть немного вязкие. Один хороший удар по губкам из напильника и они треснут. Если не травматично, то хорошо.
Мягкие, средние, жесткие вам не нравятся. На вас, батенька не угодишь. Сделайте из рашпиля для дерева — он для вас в меру вязкий?
LexxLexx написал:
Kolbenschmid , Губки должны быть немного вязкие. Один хороший удар по губкам из напильника и они треснут. Если не травматично, то хорошо.
Мягкие, средние, жесткие вам не нравятся. На вас, батенька не угодишь. Сделайте из рашпиля для дерева — он для вас в меру вязкий?
LexxLexx , Из напильника, рашпиля не пойдут. Легче Б/Ушные найти, возможно доработать напильником.
Ну кому как, по мне — так легче, быстрей и дешевле сделать.
LexxLexx написал:
Alex___dr , Эээ, а нагреть докрасна и в отработке остудить не проще? Закалка называется.
LexxLexx , для информации, калятся только определенные марки сталей.
Говно типа Ст3, Ст 20 к ним не относятся. Это во первых.
А во вторых каждую конкретную марку стали надо еще и нагреть до определенной температуры,
чтобы получить нужную твердость. Тупо нагреть резачком и в водичку бросить, это фигня все.
Может не закалиться, а можно и «стекло» сделать, что сломается махом.
Губки делаются из инструментальных марок сталей, одновременно и твердых и вязких.
А не из говна или напильников.
Иван555 , Про тиски для станков и фрезеров не скажу. Но губки для ручных тисков делались в Союзе из мягкого металла. Полотно ножовки по металлу оставляло на них довольно глубокий след и не ломалось если соскальзывало. Простой гвоздь делал в них приличную бороздку. На инструментальную сталь или булат это не было похоже. На уроках труда по два молотка в год я собственноручно вытачивал напильником, потом полировали, заливали и снова полировали. Правда при фрезеровке отверстия для ручки на боковых стенках бойка были существенные вмятины — приходилось напильником ух заново убирать. У фрезера губки тисков были жёсткими. Трудовик у нас фанат металла был — металлист. Многому нас научил.
Легирующие добавки и углерод могут существенно повысить качество стали и его эксплуатационные характеристики, но задача этих добавок не дать молекулам железа выстроиться в правильную решётку. Чем правильнее решётка — тем мягче металл. Закалке (и соответственно отпуску (отжигу) подвержены почти все металлы, другая сторона — что не все металлы (и легированные стали) приобретают одинаковые свойства. Сущность закалки как можно более быстро понизить температуру расплавленного металла, чтобы молекулы как можно меньше выстроились в решётку. Сендаст (лезвия для бритья) так и получают — льют расплавленный металл на вращающийся массивный барабан с жидким азотом внутри.
Для меня, например, очевидно, что закаливать металл надо либо в масле, либо в смеси масла и воды в которой разведена максимальная доза азотных удобрений. В простой водичке трудовик закаливать сталь запрещал.
Первые два захода раза греть надо до ярко малинового цвета и резко в масле остужать. А в третий заход металл отпускают (чтобы не был как стекло) греют до тёмно-малинового (бардового) цвета и оставляют остывать на воздухе.
В результате этих манипуляций насыщается углеродом (углеродом и азотом в случае с азотными удобрениями) верхний слой и он становился прочным. При отпуске происходит уменьшение внутренних напряжений в металле. Он теряет часть прочности но становится более вязким. Таким образом в верхний слой (пусть и микронный) устойчив к истиранию, внутренний более вязкий который восприимчив к динамическим нагрузкам.
Таким образом резюмирую всё вышесказанное могу предположить:
1.Губки для ручных серийных чугунных тисков (на заднем плане фото у ТС именно такие- made in USSR) не делают из инструментальной (высоколегированной) стали;
2.По чугунным тискам нельзя сильно бить молотком, сломаете -треснет их основание. Отсюда следует что губки для ручных чугунных тисков вполне можно изготовить и из отпущенного большого напильника;
3.Губки для ручных чугунных тисков вполне могут быть изготовлены из металлической полосы. Если не устраивает их прочность, то правильная закалка и отпуск существенно повысят их прочность и они не будут хрупкими;
4.Закалке и отпуску могут повергаться любые марки стали и почти все металлы. Обратная сторона этой медали — не все из них приобретают одинаковые улучшенные эксплуатационные характеристики.
LexxLexx , Кстати верхнюю губку (на фото) делал из токарного резца.
LexxLexx написал:
Для меня, например, очевидно, что закаливать металл надо либо в масле, либо в смеси масла и воды в которой разведена максимальная доза азотных удобрений.
LexxLexx написал:
1.Губки для ручных серийных чугунных тисков (на заднем плане фото у ТС именно такие- made in USSR) не делают из инструментальной (высоколегированной) стали;
Возможные варианты У8, Сталь 45-50
LexxLexx написал:
Закалке и отпуску могут повергаться любые марки стали и почти все металлы.
Подвергнуть то можно абсолютно всё.
LexxLexx написал:
Обратная сторона этой медали — не все из них приобретают одинаковые улучшенные эксплуатационные характеристики.
а многие не приобретают улучшенные эксплуатационные характеристики вообще.
Самодельные губки для тисков
 Сделать удобные и качественные самодельные тиски довольно просто. Даже легче, чем заниматься вязанием. Они могут понадобиться в случаях, когда необходимо надежно зафиксировать деталь или изделие. Дополнительным преимуществом таких тисков является их низкая стоимость в изготовлении, так как не каждый человек может позволить себе приобрести серийную модель.
Сделать удобные и качественные самодельные тиски довольно просто. Даже легче, чем заниматься вязанием. Они могут понадобиться в случаях, когда необходимо надежно зафиксировать деталь или изделие. Дополнительным преимуществом таких тисков является их низкая стоимость в изготовлении, так как не каждый человек может позволить себе приобрести серийную модель.
Разновидности и преимущества
Заводские модели тисков делаются универсальными, поэтому не всегда могут хорошо зафиксировать абсолютно любую деталь. А также они имеют большую массу и габариты. Тиски, собранные своими руками, можно сделать наиболее удобными для выполнения определенного вида работ. Это поможет увеличить эффективность труда и уменьшит затраты времени.
Любой мастер, который постоянно работает в своей мастерской, знает, что тяжело обойтись без такого инструмента как хорошие тиски. Такое зажимное устройство помогает выполнять разные операции с изделиями из древесины, пластика и металла. Применение тисков может гарантировать эффективность и хорошую точность при выполнении различных видов работ. А также обеспечит безопасность человека. Когда нет возможности купить заводскую модель такого приспособления, то ее довольно просто сделать самостоятельно. На эту операцию уйдет мало сил и времени.
Самодельные тиски принято разделять на такие виды:
Изготовление сверлильного станка
Необходимые материалы
Самодельные тиски для сверлильного станка в домашних условиях изготовить довольно просто. Они не нуждаются в сложных расчетах и конструкторских разработках. В сети можно найти очень много качественных чертежей слесарных тисков. Очень простая, но качественная конструкция изготавливается при помощи железных труб или швеллера.
 Для сборки слесарных тисков своими руками понадобятся такие материалы:
Для сборки слесарных тисков своими руками понадобятся такие материалы:
- Небольшая железная труба, которая будет служить внутренней подвижной деталью устройства;
- Железная труба меньшего размера, которая будет выполнять роль внешней неподвижной части;
- Большая гайка размером М16;
- Большой винт размером М16;
- Специальный вороток, через который вращение будет передаваться винту;
- Две металлические опоры, которые будут фиксировать на станине неподвижную часть;
- Два отрезка металлического прямоугольного профиля, которые будут служить губками тисков;
- Несколько стопорных гаек размера М16.
Слесарные тиски
Собирать такую самодельную конструкцию необходимо начать с того, что к краю торца металлической трубы большого размера, которая будет неподвижным узлом устройства, прикрепляют фланец при помощи ручного сварочного аппарата. В центр фланца нужно приварить гайку размером М16. Далее, к торцу железной трубы меньшего размера необходимо приварить еще один фланец и в него пропустить ходовой винт.
К краю винта нужно приварить еще одну гайку, которая будет фиксирующим элементом. Окончание винта, к которому закреплена гайка, нужно пропустить сквозь трубу малого диаметра, а потом вставить его в сквозное отверстие фланца. Стоит запомнить, что гайка обязана прикручиваться к фланцу изнутри.
На ходовой винт, который находится снаружи фланца, необходимо надеть шайбу и накрутить гайку. Далее, она надежно приваривается к винту. Еще одну шайбу стоит установить между поверхностью металлического фланца и гайкой. Это поможет снизить силу трения между ними. На этом этапе работ необходимо быть очень внимательным и не допустить ошибок.
После сборки подвижного узла приспособления нужно вставить его в металлическую трубу большего размера и закрутить другой конец винта в другой фланец. Для того чтобы присоединить вороток к винту, который немного выступает из трубы меньшего размера, стоит приварить к нему гайку или мушку. В ее сквозное отверстие и нужно пропустить вороток.
 Хорошие зажимные губки для стуловых слесарных тисков стоит сделать из небольших прямоугольных труб. Их нужно закрепить к неподвижной и подвижной деталям устройства. Чтобы тиски были намного устойчивее, к низу неподвижной железной трубы необходимо приварить несколько опор. Их роль могут выполнять прямоугольные трубы и куски уголков.
Хорошие зажимные губки для стуловых слесарных тисков стоит сделать из небольших прямоугольных труб. Их нужно закрепить к неподвижной и подвижной деталям устройства. Чтобы тиски были намного устойчивее, к низу неподвижной железной трубы необходимо приварить несколько опор. Их роль могут выполнять прямоугольные трубы и куски уголков.
Труба малого размера при вращении ходового винта тоже способна проворачиваться. Это делает применение подобной конструкции очень проблематичным. Чтобы этого избежать, сверху неподвижной трубы стоит проделать небольшую прорезь, а в подвижную часть закрутить фиксатор. Этот винт должен перемещаться в прорези, не допуская вращения малой трубы.
Столярный инструмент
Многим людям довольно часто приходится обрабатывать деревянные детали. Эта обработка обычно связана со сборкой разных конструкций из дерева или их ремонтом. Делать такую работу, применяя заводские устройства с железными зажимными губками, очень неудобно. А также это может привести к повреждениям деревянного изделия, возникновениям трещин или вмятин. По этой причине для деталей из дерева лучше применять самодельные тиски. Чтобы их собрать, не понадобится много времени и сил.
Чтобы собрать столярные тиски своими руками, нужно найти такие материалы:
 Небольшой корпус из прочного деревянного бруса, который будет неподвижной губкой;
Небольшой корпус из прочного деревянного бруса, который будет неподвижной губкой;- Деревянный брус для подвижной губки;
- Железные направляющие цилиндрической формы, по которым подвижная часть должна перемещаться;
- Металлический винт, который сможет обеспечивать движение подвижной губки;
- Прочный вороток, который будет передавать вращение винту.
Станина подобной крестовой конструкции, на которой закрепляются направляющие из металла, фиксируется на рабочей поверхности верстачного стола с помощью болтов или саморезов. В подвижной губке тисков и в корпусе нужно просверлить три сквозных отверстия. Они необходимы для винта и двух металлических направляющих. Эти сквозные отверстия стоит просверлить одновременно в обоих брусках, чтобы они были на одном уровне относительно друг друга.
Далее, направляющие закрепляются в корпусе станочного изделия, а на них одевается подвижная губка. В центральное сквозное отверстие двух угловых брусков необходимо вставить ходовой винт, на который с задней части корпуса прикручивается гайка. На другой конец винта, который выходит за переднюю часть подвижной части, нужно тоже навернуть и приварить стопорную гайку. Чтобы прикрепить к винту вороток, стоит просверлить в нем сквозное отверстие такого же диаметра. Далее, к воротку приваривается еще одна гайка.
Работают такие столярные мини-тиски очень просто. Вращаясь, ходовой винт закручивается в металлическую гайку, которая приварена к обратной стороне корпуса изделия. Тем самым подвижная губка притягивается к неподвижной части. Их принцип действия очень похож на домкрат.

Здравствуйте, уважаемые участники сообщества.
Для предохранения деталей от повреждения при закреплении в тисках, по-старинке подкладывал, с гемороями, фанерки. Все это дело мне порядком надоело и я решил эту проблему кардинально.
Губки для тисков слесарных своими руками
Предъистория такова. У меня, за время постройки дачи, скопилось много тисков, у трёх из них поломаны или отсутствуют губки, у одних тисков в плачевном состоянии. Так вот вопрос знает ли кто где купить запасные или кто может помочь изготовить новые?:confused:
Думаю, что эта проблема не у меня одного:(
А в чем проблема изготовления: в заводских условиях ведь тоже люди делали. А в условиях современности надо то для этого болгария, дрель материал ну и главный инструмент. . Посмотрите внимательно на загубленную деталь , покрутите в руках, подумайте (представьте еще что деталька эта стоит » мама не горюй», а работать надо, и кроме Вас никто положение дел исправить не сможет). Вообщем начинайте с тихой песней. Первый раз получится » тяп ляп на об ляп (про это ни кому не скажем) а на второй уже лучше. Вообщем удачи. И помните что Титаник построили профи, а ноев ковчег любитель. Удачи
Предъистория такова. У меня, за время постройки дачи, скопилось много тисков, у трёх из них поломаны или отсутствуют губки, у одних тисков в плачевном состоянии. Так вот вопрос знает ли кто где купить запасные или кто может помочь изготовить новые?:confused:
Думаю, что эта проблема не у меня одного:(
Я на одни тиски которые тоже были безгубые сделал губки из текстолита теперь зажимаю всё что не должно пострадать от железных губ и не надо теперь подкладывать фанерки
как то была мысля из дюрали губки сделать именно для таких целей. Потом приловчился уголки из мягкого люминя проставлять и забил.. Уголки менять проще, когда продавились — попилились..
Я часто зажимаю в тиски детали — уголок, арматуру для резки болгаркой, кроме этого использую их ( тиски) как зажим для сварки, иногда надо что-то согнуть «кувадометром». Так что хочется что-то заводское. Муфеля у меня естественно нет ( я ВРАЧ, на пенсии, а не стоматолог);)
Все наши самоделки — от нашей нищеты, к сожалению, и не всегда в лучшую сторону. (
Тиски считаю одним из важнейших инструментов в доме. А по сему губки, как основной их элемент, должны быть «звводскими»! ИМХО
А по сему губки, как основной их элемент, должны быть «звводскими»! ИМХО
Насколько я знаю, губки тисков не гостируются 🙁 , http://standartgost.ru/ГОСТ%204045-75 нормируется только ширина и каждый производитель извращается, как хочет с высотой, толщиной и размерами крепежных отверстий.
Не хочу накаркать, но думаю, что готовые не подобрать :(.
Насколько я знаю, губки тисков не гостируются 🙁 , http://standartgost.ru/ГОСТ%204045-75 нормируется только ширина и каждый производитель извращается, как хочет с высотой, толщиной и размерами крепежных отверстий.
Не хочу накаркать, но думаю, что готовые не подобрать :(.
В том-то и дело. Тиски НОРМАЛЬНЫХ фирм идут изначально с запасными губками, а в наше время производителям плевать было на нашу безопасность. Однако покупать тиски. из-за пришедших в негодность губок, верх расточительства. Однако изготовить губки в домашних условиях и, в особенности, правильно выполнить «накатку» прижимной части у губок практически невозможно для большинства владельцев. Именно поэтому я и обратился к тем, кто сможет помочь изготовить необходимую запчасть в заводских условиях.
И последнее, по поводу роста рук «откуда надо». Я, в своё время, будучи зам.ген.директора ЦРЧиПС МЗ РФ, занимался трансексуалами и приходилось оперировать их по 20-27 часов без перерыва. Я с удовольствием бы посмотрел — откуда у вас, господин капитан руки растут, делая одномоментно, через ОДИН РАЗРЕЗ в промежности, БЕЗ ВСКРЫТИЯ передней брюшной стенки, из мужчины — женщину, с нидацией части поперечно-ободочной кишки на сосудисто-нервном пучке в промежность и формированием из неё влагалища:confused:;)
Я, в своё время, будучи зам.ген.директора ЦРЧиПС МЗ РФ, занимался трансексуалами и приходилось оперировать их по 20-27 часов без перерыва. Я с удовольствием бы посмотрел — откуда у вас, господин капитан руки растут, делая одномоментно, через ОДИН РАЗРЕЗ в промежности, БЕЗ ВСКРЫТИЯ передней брюшной стенки, из мужчины — женщину, с нидацией части поперечно-ободочной кишки на сосудисто-нервном пучке в промежность и формированием из неё влагалища:confused:;)
Не перестаю удивляться нашей стране :(!
У проклятых буржуинов такой специалист ездил бы в лес на новом Гелике на порталах, и вообще руки не пачкал, а у нас «новые тиски непозволительное расточительство» :(.
По теме: В разделе предложения от производителей есть предложения типа «сделаем что угодно по Вашим чертежам» Нарисуйте губки — пусть посчитают.
Не перестаю удивляться нашей стране :(!
У проклятых буржуинов такой специалист ездил бы в лес на новом Гелике на порталах, и вообще руки не пачкал, а у нас «новые тиски непозволительное расточительство» :(.
По теме: В разделе предложения от производителей есть предложения типа «сделаем что угодно по Вашим чертежам» Нарисуйте губки — пусть посчитают.
Спасибо, запрос написал;)
Прошу прощения, если задел профессиональную гордость, но как тогда производится обслуживание автомобиля, если проблема с элементарными слесарными вопросами ?
В школе на уроках труда мы эти губки делали за одно занятие.
Ну что тут такого что человек чего то не знает? не все же с рождения просидели в гараже или на уроках труда. наоборот хорошо что человек на пенсии не на лавку сел семечки клевать а продолжает жить полноценно. Через некоторое время будет знать всё.
Ну что тут такого что человек чего то не знает? не все же с рождения просидели в гараже или на уроках труда. наоборот хорошо что человек на пенсии не на лавку сел семечки клевать а продолжает жить полноценно. Через некоторое время будет знать всё.
Знать всё — невозможно:(
И чем больше знаешь — тем больше понимаешь, что ты пока ешё НИЧЕГО не знаешь. (
Вчера снял размеры губок, когда стал откручивать губки, то два крепёжных болта оказалось заржавели. Газа, чтоб нагреть нет, видимо придётся болты высверливать, вот гимор то.
Можно попробовать стронуть их ( болты) с помощью зубильца или лучше бородка + молоток.. Мне это помогло.;)
Вчера снял размеры губок, когда стал откручивать губки, то два крепёжных болта оказалось заржавели. Газа, чтоб нагреть нет, видимо придётся болты высверливать, вот гимор то.
Жидкий ключ! не путать с ВД-40.
Жидкий ключ! не путать с ВД-40.
Всё попробовал, добрался и до ударной отвёртки, и с её помощью один болт отвернул. Второй, ко всему ещё и закатан до гладкости от времени. Его стал высверливать, а дрель пошла в сторону и в бок. Словом видимо придётся заново наворачивать резьбу. А вот болты найти — проблема. на 8 с шагом 1.25 и круглой головкой и потайной под шестигранник ключ найти не могу на 10 такие есть от крепления ступицы у 8-ки, а вот на 8 нет. Ума не приложу где достать? А тут представляете, на ВЕСЬ . город — один токарь остался. так у него болт выточить простой 500 руб стоит. Про головку под шетигранник я и не говорю:(
Вот такого типа головка, но болт на 8-1.25
Всё попробовал, добрался и до ударной отвёртки, и с её помощью один болт отвернул. Второй, ко всему ещё и закатан до гладкости от времени. Его стал высверливать, а дрель пошла в сторону и в бок. Словом видимо придётся заново наворачивать резьбу. А вот болты найти — проблема. на 8 с шагом 1.25 и круглой головкой и потайной под шестигранник ключ найти не могу на 10 такие есть от крепления ступицы у 8-ки, а вот на 8 нет. Ума не приложу где достать? А тут представляете, на ВЕСЬ . город — один токарь остался. так у него болт выточить простой 500 руб стоит. Про головку под шетигранник я и не говорю:(
Вот такого типа головка, но болт на 8-1.25
Странно, во всех моих тисках винты со шлицом под простую отвертку.
Может поискать болты не в автомагазинах а в магазинах крепежа?
При небольшой доработке напильником и ножовкой головку под отвертку можно сделать из любого болта.
Странно, во всех моих тисках винты со шлицом под простую отвертку.
Может поискать болты не в автомагазинах а в магазинах крепежа?
При небольшой доработке напильником и ножовкой головку под отвертку можно сделать из любого болта.
Когда в тисках зажимаются детали, то невольно эти шлицевые головки болтов затираются и завальцовываются. Вот у меня одна такая и затёрлась. В магазинах крепежа(крепмаркет например) болты со стандартным, 1.5 шагом. Конечно, если не найду в потай болты, то из простых болтов сделаю под шлиц:(
Когда в тисках зажимаются детали, то невольно эти шлицевые головки болтов затираются и завальцовываются. Вот у меня одна такая и затёрлась. В магазинах крепежа(крепмаркет например) болты со стандартным, 1.5 шагом. Конечно, если не найду в потай болты, то из простых болтов сделаю под шлиц:(
Резьбы 8х1,5 НЕ БЫВАЕТ!
Основной шаг резьбы М8 — 8х1,25. Первый мелкий шаг 8х1. Для тисков извращаться с резьбой никто не будет. Если там М8 то это точно на 1,25.
По поводу сохранности шлицов: головки болтов должны быть утоплены в губки на 3-5мм., тогда шлиц прекрасно сохраняется десятилетиями при ежедневном использовании.
[QUOTE=Сергей Андреевич;2562708]Резьбы 8х1,5 НЕ БЫВАЕТ!
Основной шаг резьбы М8 — 8х1,25. Первый мелкий шаг 8х1. Для тисков извращаться с резьбой никто не будет. Если там М8 то это точно на 1,25.
По поводу сохранности шлицов: головки болтов должны быть утоплены в губки на 3-5мм., тогда шлиц прекрасно сохраняется десятилетиями при ежедневном использовании.[/Q
Точно 8-1 Виноват, не разглядел на коробке с метчиками:(
Точно 8-1 Виноват, не разглядел на коробке с метчиками:(
Надпись на метчике М8-1 может означать резьбу М8, а это 8х1,25, а цифра 1 означает первый номер.
На втором метчике должно быть написано М8-2, что означает 8 шаг 1,25 номер 2.
Чугун непрочный материал, в нем, как правило режут самую крупную резьбу.
Ну не верю я, что в чугунном корпусе тисков кто-то нарезал мелкую резьбу 8х1.
Тиски без рифлёнки — это порнография или для очень узких и нежных работ.
Этож какие вы такие грубые работы делаете?
Если зажать мост в тисах для Вас это узкая и нежная работа!
Нашол старые тисы, большие, но без губок остальное всё отмочил в салярке, и в течении двух часов сам сделал губки, конечно они без рифлёнки (насечек) толщина самих губок получилась 1,5 см, потай сделал из болтов двери по моему классика те которые под крестовую отвёртку, но предварительно дорезал шлиц под простую отвёртку, всё вроде работает и нормально зажимает.
насечка проблема? покрываешь плоскость стальной губки слоем стеарина, процарапываешь на нем решетку насечек, травишь раствором соляной или серной кислотой (можно пошукать в инете). Или, на крайняк, йодной настойкой.
а для нежных работ на рифленые губки надеваются «мягкие» губки из алюминиевого или медного уголка, а то и фигурные, под профиль зажимаемой детали, деревянные.
насечка проблема? покрываешь плоскость стальной губки слоем стеарина, процарапываешь на нем решетку насечек, травишь раствором соляной или серной кислотой (можно пошукать в инете). Или, на крайняк, йодной настойкой.
а для нежных работ на рифленые губки надеваются «мягкие» губки из алюминиевого или медного уголка, а то и фигурные, под профиль зажимаемой детали, деревянные.
К чему такие сложности 🙂 ПТУшники ножовкой по металлу за пол урока насечку делают безо всяких проблем 🙂