Как гнуть узоры из металла своими руками?
Как гнуть узоры из металла своими руками?
Принципы холодной ковки своими руками
Ажурные заборы и оконные решетки очаровывают своей красотой и не уступают по прочности стандартным сварным конструкциям и пролетам из профнастила. Холодная ковка позволяет создавать различные фигурные изделия без нагрева в термических печах. Такая обработка не требует габаритного дорогостоящего оборудования и может производиться в домашней мастерской. Для каждого вида декоративных элементов применяются свои приспособления. Они простые в исполнении и доступны всем людям, владеющим электроинструментом и сваркой. Для создания прокатного станка придется заказать валки и купить некоторые детали
 Холодная ковка мебели
Холодная ковка мебели
Назначение метода
Горячая ковка и штамповка требуют сложного и дорогостоящего оборудования для нагрева стали до состояния пластической деформации. В зависимости от материала, показатель температуры может варьироваться в пределах 750–1200⁰. Такие печи имеют огромные размеры и потребляют много газа. Ставить их рядом с жилыми домами опасно. Небольшой горн подойдет только для ковки изделий в виде пик, мелких элементов.
Изготовление изделий холодной ковкой позволяет создавать красивые решетки, ограждения и другие украшения в единичных экземплярах и для своих нужд. В работе используется обычный инструмент и простые приспособления. Справиться с ними может любой желающий, владеющий элементарными навыками работы с металлом и сваркой на низком уровне.
Приспособления для ковки имеют узкое назначение. Для создания красивого узора на полотне забора или ограждения для перил лестницы необходимо использовать несколько видов инструментов. Все они простые, доступные для самостоятельного изготовления.
Название «ковка» не совсем соответствует технологическому определению, поскольку изменяется только форма заготовки, сечение остается прежним. Это виды холодной деформации листа и проката малого сечения с применениями операций: гибка, навивка, кручение, вытяжка. Используется прокат из низкоуглеродистой стали с высокой вязкостью и пластичностью: Ст 20, Ст 25, Ст 3, медь, алюминий, бронза. При деформации в них не образуются остаточные напряжения, способствующие разрушению.
Виды
Промышленная ковка без подогрева заготовок использует специальные инструменты и оборудование для производства крупных партий изделий. Металлообработка включает в себя следующие технологические операции:
- гибка;
- калибровка;
- прошивка;
- вырезка;
- штамповка;
- навивка.
В качестве инструмента используются штампы, позволяющие изготавливать совершенно одинаковые детали большими партиями, мощные прессы.
Для изготовления решеток на окна, ворот, мебели используется пруток с сечением 8–16 мм, полосы листа. Изделия собирают из элементов, сделанных вручную по шаблону.
Элементы кованого забора и ограждения балкона соединяются между собой сваркой и помещаются в прочную раму или крепятся к надежному основанию. Конструкция делается плоской или объемной, в зависимости от замысла мастера и назначения.
 Решетка на окне
Решетка на окне
Приемы и способы технологии
Приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Оборудование
Для изготовления фигурных изделий используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент (валки, упоры) и создавать несколько видов деталей разного размера.
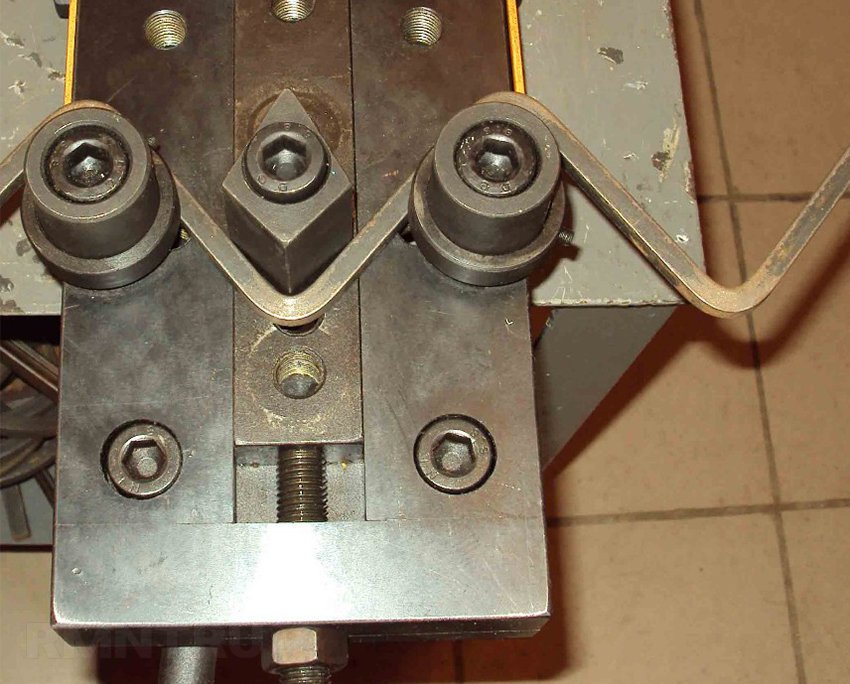
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
 Мангал выполнен с помощью инструмента глобус
Мангал выполнен с помощью инструмента глобус
Как сделать станки для холодной ковки самостоятельно?
Основные элементы в станках для холодной ковки — приспособление для фиксации детали и инструмент для деформации по заданной форме (насадка или шаблон). Нужно представить, что в результате должно получиться. Если это улитка, то проще сделать шаблон. Тогда изготавливая детали холодной ковкой в домашних условиях, можно получить несколько элементов одинаковой формы и размера.
Для изготовления единичных деталей со сложной конфигурацией методом художественной ковки своими руками подойдет установка ограничителей в виде штырей и прокладка между ними прутка.
Станок для ковки своими руками
Для изменения сечения прутка необходим пресс. Оборудование для ковки можно сделать своими руками. Сначала делаются 2 боковые стойки. К ним привариваются втулки под подшипники и совместно обрабатываются, чтобы отверстия были в одной оси.
Между стойками помещаются 2 валка. Между их поверхностями должен быть зазор в 2–3 мм. Шейки валов с подшипниками монтируются в расточенные в размер втулки. Боковые стойки привариваются снизу к плите-основанию, сверху стягиваются шпильками.
Передача вращательного движения осуществляется зубчатыми колесами с одинаковым диаметром. Валки должны вращаться навстречу друг другу.
Пруток, попав между вращающимися деталями, должен затягиваться. При этом происходит его деформация — сплющивание.
Чтобы получать самодельные пики и лапы разных видов, нужно сделать полосы с гладкими поверхностями на валу.
Обработка методом холодной ковки позволяет умельцам делать простой инструмент и создавать уникальные вещи — ажурные заборы, мангалы, беседки и т. д.
Холодная ковка металлических изделий в домашних условиях
Что всегда остается актуальным с роскошным и презентабельным видом? Что ценится дороже всего в салонах мебели и дорогих магазинах сувениров? Что вызывает восхищение у обычных прохожих? Чем так гордятся некоторые владельцы роскошных коттеджей или просто городских балконов? Таких вопросов можно задавать целую уйму и потратить очень много времени, но ответ всегда остается единственным – это изделия из холодной ковки. И какими бы не были тенденции современного дизайна, всегда находятся мастера художественной ковки, которые способны создавать целые шедевры собственного произведения. Сегодня, во времена особой ценности на товар, изготовленный самостоятельным способом, эксклюзивные кованые изделия могут достигать заоблачных цен, поэтому холодна ковка металла своими руками может стать не только занятием досуга, но и принести хорошую дополнительную прибыль в бюджет любой семьи.
Конечно, услышав о холодной ковке, простому человеку воображение сразу рисует кузнечную мастерскую, где почти нечем дышать от огромной температуры, необходимой для расплавления металла. А человек, занимающейся ковкой выглядит как герой из сказки. Но на самом деле все далеко не так, а горячие кузнечные ушли далеко в историю, хотя и по сей день остаются довольно востребованными и актуальными. Современная холодная ковка металла в домашних условиях может потребовать лишь отдельного помещения. Им может выступить обычный гараж или сарай, и некоторого оборудования, предназначенного для гнутья железа. Особенным условием для выполнения этих работ будет лишь хорошее освещение, но это не значит, что понадобится новая более мощная проводка электрического кабеля.
Суть метода и необходимость сварки конечного изделия
По своей сути, холодная ковка металла выполненная своими руками – это изгибание железных прутов определенного и одинакового сечения с помощью нехитрого оборудования. Поэтому с горячей ковкой нет почти ничего общего. Хотя некоторые изделия и могут создаваться как первым, так и вторым способом. Самым сложным этапом работы для создания холодной ковки можно считать сварочные мероприятия – ведь после выгибания металла в нужную форму начинается сборка всех деталей в одно единое изделие. После сварки последует зачистка сварочного шва и покраска железа. Во всех шагах мероприятия ничего сложного нет, достаточно лишь иметь первоначальные навыки сварщика. Холодной ковке можно научить почти каждого и со временем, отточив свое мастерство, человек будет очень ловко и точно изображать в изделиях свои наброски на бумаге. Достаточно лишь иметь самый минимум художественного потенциала.
Что нужно иметь из оборудования для создания изделий из холодной ковки
Следует обратить внимание, на то, что если вы решили купить оборудование на рынке, то цена на него будет немного завышена, но для начала Вам понадобится всего лишь 1-3 станка. Если оборудование будет более универсальное и иметь большой набор функций, то оно станет чаще выходить из строя и изготавливать не совсем качественную продукцию, поэтому лучше приобрести узконаправленные устройства. Со временем Вы и сами сможете отлично разбираться в работе подручных приборов, ремонтировать их или настраивать. Также можно изготовить и самодельные приспособления для холодной ковки.
Весь необходимый набор инструментов для холодной ковки состоит из сварочного аппарата, краски и 6 оснасток: гнутик, фонарик, улитка, объемная, волна, твистер. Такое ручное оборудование позволяет производить до 12 м² изделия за 1 день. Ручные приспособления отличаются большой прочностью и эффективной производительностью. Благодаря им можно выполнять как объемные, так и плоские узоры холодной ковки. Позволяют заниматься с площадью 12-14 мм и длиной до 4-6 мм.
А теперь, давайте рассмотрим подробнее приспособы для холодной ковки которую вы делаете своими руками и их специальные возможности.
- Гнутик для холодной ковки. С помощью него мастер может выгибать металлический прут под заданный угол, создавая также полукруг необходимого диаметра.
- Фонарик помогает придать форму “фонаря”.
- Такое оборудование как, холодная ковка улитка разрешает приводить металлический прут во множество завитых изгибов, которые могут выглядеть в виде спиралей различных размеров.
- Объемная предназначена для выполнения объемных изделий.
- С помощью волны легко загнуть прут в волнообразную фигуру.
- Твистер закручивает металлический прут относительно параллельной прямой.
Специфика производства холодной ковки в домашних условиях
В холодной ковке существует лишь два самых основных процесса – это пресс и гнутье. Эти физические мероприятия достигаются без доведения железа до какой-либо температуры, поэтому в готовом виде прочность поднимается, а гибкость в показателе опускается. Чтобы этот процесс свести к нулю, между каждым этапом ковки следует проводить специальную термическую обработку. Конечно, все изделия можно выполнить и автоматически, используя многопрофильные станки, но производство своими руками также не уступает в прочности и других характеристиках.
В отличие от горячей ковки, холодная предусматривает создание одного и того же трафарета для производства множества изделий, чем не может похвастаться первый метод. Но все-таки, технологический процесс может проводиться лишь с железом ограниченной толщины, так как после достижения границы плотности изогнуть металл без подогрева достаточно тяжело.
Основные элементы, производимые при помощи холодной ковки:
- решетки на окна;
- декоративные элементы для ограждений, заборы;
- мебельные изделия – кровати, вешалки для одежды, стулья;
- сувениры и элементы декора в дизайне интерьера дома – оправа для зеркала, подсвечники, цветочные подставки и т. д. ;
- предметы, предназначенные для украшения фасадных частей здания – козырьки, перила.
А вы знаете, что такое легированные стали и как их правильно варить? Интересная информация по этому вопросу представлена в нашей статье.
Основные этапы холодной ковки
- Изначально создается эскиз будущего изделия в точном размере. Это позволит узнать нужное количество необходимого сырья и выступит гарантией правильной сборки. А также для того, чтобы определенным методом настроить оборудование.
- Следующим этапом будет точное вычисление нужного объема материала. Например, если будет выполняться холодная ковка подставки для цветов, то Вам понадобится железная труба, d=15 х 15 мм и 10 металлических полос d=4 х 20 мм, любой корпус для основы. Пусть это будет простейшая ваза.
- Теперь можно браться за изготовление деталей. Какими они будут решать только Вам, а их дизайн будет зависеть от того, на каком оборудовании будет производиться обработка. Чертеж улитки для холодной ковки позволит не ошибиться и помочь в выполнении работ на первый раз. Абсолютно все 6 видов оснастки могут использоваться всего лишь для одного изделия, делая его более благородным или вычурным.
- Далее привариваем все части нашей подставки к одной трубе, которая и будет основой для конструкции. Не переусердствуйте со сварочным процессом, если Вы еще не вполне им владеете, так как при закреплении более мелких деталей можно создать лишние отверстия в них.
- Заключительным моментом станет шлифовка сварочного шва и покраска почти готового изделия.
 Инструмент + золотые руки = чудеса
Инструмент + золотые руки = чудеса
Ковка, какая бы она не была, всегда считалась исконно русским занятием для настоящих мужчин. Поэтому это может стать для Вас не только хобби, но и неким имиджем, который всегда будет оставаться на высоте. Изготавливая изделия для себя, Вы сможете неплохо сэкономить и привнести в свой дом больше красоты и уюта. Ковка с бизнес целью поможет Вам достичь желаемого результата, а рабочий процесс будет приносить только удовольствие.
Холодная ковка своими руками: секреты мастерства обработки металла
Холодная ковка позволяет создавать различные фигурные изделия без нагрева. Такая обработка не требует крупногабаритного оборудования и может производиться в небольшой мастерской. Для каждого вида декоративных элементов применяются свои приспособления. Они простые в исполнении и доступны начинающему мастеру, владеющим электроинструментом и сваркой. Для создания прокатного станка приобрести валки и некоторые детали.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками 
Козырек над крыльцом методом холодной ковки 
Перила для крыльца — украшение, а не исключительно утилитарное приспособление 
Можно сделать беседку и кованную мебель 
Ворота как в сказке 
Назначение метода
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки 
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка» 
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага 
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.

Рычаг должен быть надежным, с усилением 
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки 
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка 
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел 
Фиксатор для заготовки 
Так выглядит конструкция в целом 
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Видео про самодельные приспособления и станки для холодной ковки
холодная ковка своими руками
Главная страница » холодная ковка своими руками
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
 В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.

Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.

Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.

Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.

Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.

Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
- Станок для гибки профильных труб является популярным видом станков с рычажным управлением.

Своими руками

Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
- стальные листы и полосы;
- металлические прутки;
- стальные квадратные трубы;
- подшипники;
- крепежные изделия;
- угловая шлифовальная машина (болгарка);
- сварочный аппарат;
- шлифмашинки для зачистки поверхности.
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.

Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.

Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.

Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.

Кованые дровницы своими руками
Кованая дровница представляет собой удобный и практичный аксессуар для камина, мангала или печи. Небольшой запас дров, хранящийся в доме, ускорит процесс растопки. Кроме этого, подобное решение позволяет аккуратно хранить поленья. Прочное изделие из металла не сломается под тяжестью вязанки дров. Красивый и яркий дизайн.
Как мы делали столик (холодная ковка)
Решил я описать в деталях и по порядку, с фотографиями, как мы делали холоднокованный столик. Круглый столик. Кузнечной работы, как таковой, немного, только гибка и сварка. Итак, делаем столик: На специальном приспособлении выгибаем круглые основания для столешницы. Материал- пруток- квадрат 12 миллиметров. Идем дальше, выгибаем.
Холодная ковка своими руками – изготавливаем оснастку и осваиваем процесс
Металлические кованые элементы в декоре, да и просто в хозяйстве, очень популярны из-за их красоты и прочности. Несколько выгнутых особым образом прутков легко превращаются оконную решетку или калитку. Причём для этого совершенно не нужна полноценная кузница, достаточно иметь несколько приспособлений.
Ковка без нагрева – достоинства и недостатки
Способов обработки металла существует довольно много, но большинство их требует применения технологий промышленного масштаба, в том числе прокат, штамповка, отливка, фрезеровальные и токарные работы. Вручную сталь можно формировать только ковкой, путем нагревания и обработки специальными инструментами. Как правило, для этого необходимо наносить сильные удары, но также используются техники вытягивания и скручивания. Горячая художественная ковка хороша тем, что при повышении температуры металл становится пластичным, и его критическая решетка деформируется, но не разрушается. Однако такая технология требует от мастера наличия ряда навыков и довольно большого опыта.
Гораздо проще получить нужную форму без нагрева, сгибанием или кручением. Но если при горячей ковке мы сможем в той или иной степени изменить форму даже крупной заготовки, если удастся её прогреть, то холодная обработка накладывает ограничения. Во-первых, используется металлопрокат, который достаточно легко поддастся приложенным усилиям. Обычно сгибанию до нужной формы подвергают прутки квадратного и круглого сечения до 15 миллиметров. При этом зачастую требуются специальные рычаги для увеличения мускульной силы. Во-вторых, сталь должна быть достаточно мягкой и пластичной, лучше всего годится для этой цели низкоуглеродистая не каленая. Определить подходящую можно, сравнивая появление искр при точении с таблицей.

Достоинство холодной ковки в том, что основные шаблоны для изгибания металла можно сделать в кратчайшие сроки, имея лишь сварочный аппарат и некоторое количество тех же прутков и металлических полос.
Правда, так мы сможем изготовить лишь простейшие упоры для получения гнутых декоративных элементов, закрученных из прутка по спирали. Для более сложных изделий нужны приспособления из нескольких взаимно подвижных узлов, которые также можно сделать своими руками. О них мы поговорим далее. К недостаткам можно отнести то, что при холодном сгибании металла нарушается его кристаллическая решётка, то есть в этом месте материал становится более ломким. Несколько изгибов на одном участке почти наверняка приведут к появлению микротрещин, поэтому испорченную заготовку, как правило, не переделывают.
Просто гнём металл – гнутик в помощь
В принципе, чтобы получить из прутка дугу с определённым радиусом, можно задействовать обычный трубогиб. Но иногда нужно получить угол около 90 градусов или даже острый. В этом случае понадобится специальное оборудование – гнутик. Как правило, данный станок, состоящий из двух неподвижных роликов и движущейся между ними планки с клином, ориентирован горизонтально. Центральный узел перемещается поступательно на закреплённом под основанием винте, при помощи воротка. Именно такое приспособление самостоятельно сделать достаточно сложно. Зато его можно заменить всего лишь двумя упорами. К примеру, двумя очень толстыми болтами, вкрученными в металлическую столешницу или толстую доску верстака. Вставляем пруток между ними, на один стержень делаем упор, через второй гнём, правда, исключительно «на глазок».
Более доступный для самостоятельного изготовления вариант станка – вертикальный. Узкая прямоугольная рама устанавливается на прочную массивную подставку, в ней жестко закрепляются два направляющих стержня с надетой на них станиной, в центре которой просверлено отверстие с резьбой. Такое же располагается соосно в верхней планке рамы. Далее через раму и станину вкручивается длинный вал с резьбой, на верхнем конце которого жёстко закреплён ворот.
К станине сбоку приваривается или прикручивается болтами, что гораздо удобнее, стальной клин. На боковых стойках рамы закрепляются на одном уровне по горизонтали два валика. Теперь, вращая винт, вы сможете опустить или поднять станину с клином, который будет увеличивать или ослаблять давление на уложенный между ним и валиками пруток. Съемный клин для гнутика, с несколькими дополнительными насадками разной формы, позволит вам менять угол сгиба металлической заготовки.
Делаем спирали – подготовка шаблона и освоение техники
Очень много элементов в холодной ковке основано на завитках. Так называется пруток, изогнутый по архимедовой спирали. Однако при этом готовые декоративные формы могут быть разными: улитки, волюты, червонки. Первые представляют собой подобие запятой, с одной стороны стержень свит в спираль, с другой – остаётся прямым. Второй тип имеет оба конца, закрученные в завитки в одну сторону. Третий же больше похож на латинскую букву S, то есть в спирали концы прутка загибают в разные стороны. Все эти готовые кованые изделия затем располагают в общем рисунке узора оконной решётки или металлической ограды, калитки или створки ворот.
Чтобы получить нужный завиток, делаем шаблон. Он может быть жестко закрепленным на основании, или же сложным, собранным из нескольких отдельных деталей. Первый вариант изготавливается достаточно просто. Для основания потребуется круглый или квадратный лист, размер которого зависит от величины шаблона (для начала лучше ограничиться маленьким). Далее берём несколько отрезков стержня с круглым сечением длиной до 3 сантиметров. Рисуем архимедову спираль и с внутренней её стороны отмечаем точки, где будут приварены вертикально обрезки прутка, которые сразу жёстко фиксируем несколькими прихваточными точками дуговой сварки.
Затем от центрального стержня начинаем приваривать к обрезкам прутка полосу толстого, не менее 3 миллиметров, металла, постепенно изгибая её по нарисованной линии. Где необходимо, слегка постукиваем молотком, но в основном придётся применять мускульную силу. Работу несколько облегчит прижимной рычаг с двумя боковыми перпендикулярными упорами, имеющий форму буквы F. Причём на второй от конца перекладине желательно сразу насадить и приварить большой подшипник, что значительно облегчит сгибание прутка. Когда стальная полоса займет свое место, приварите с внешней её стороны у центра спирали, с небольшим отступом, ещё один вертикальный стержень, желательно вставив его в заранее подготовленное отверстие. Именно между ним и шаблоном будет зажиматься пруток в начале гибки.

Сборный вариант делается похожим образом, только обрезки толстого стержня берутся длинные и не привариваются. По заранее сделанной линии высверливаются отверстия, в них вставляются обточенные точно под диаметр перфорации фрагменты прутка, приблизительно до середины, можно даже больше. То есть их толщина должна быть чуть больше диаметра сверла. К ним приваривается полоса металла, согнутая по той же линии, после чего нарезается на сегменты. Теперь, установив первый из них, с центром спирали, и поставив в соответствующее отверстие упор, вы сможете начать гибку, постепенно добавляя следующие сегменты до получения нужного количества витков. Удобство данного типа в том, что пруток закладывается в шаблон сразу горизонтально. В то время как с монолитным вариантом его приходится вставлять, задирая удерживаемый в руках конец, и постепенно опуская, по мере закручивания.
Завивка стержня винтом – сооружаем простейший твистер
По сути, это самый простой станок из всех, какие можно изготовить для холодной ковки. Установить его можно даже на столярный верстак, хотя лучше, если это будут специальные козлы. Вся конструкция будет базироваться на основании из швеллера или квадратного профиля. С одной стороны жёстко закрепляем основной блок из вращающейся в вертикальной станине трубы, внутри которой располагается патрон или боковой винтовой зажим. На другом конце трубы привариваем перпендикулярно 3–4 рукоятки ворота. Далее из двух обрезков швеллера или уголков и металлической пластины делаем подвижную рамку на основании, так, чтобы она не качалась, плотно охватывая продольную базу станка. На ней закрепляем вторую станину с патроном или винтовой зажим, на этот раз не вращающийся.

Теперь остаётся только закрепить пруток с обоих концов в патроне ворота и сдвинутой на необходимое расстояние зажимной станине, скользящей по основанию. Начинаем вращать трубу с закреплённым ближайшим к вам концом прутка, второй конец жёстко удерживается зажимом. В итоге на полуфабрикате металлопроката образуется виток, потом рядом с ним второй. Доведя их количество до нужного, вы увидите, что пруток стал короче, а скользящая станина заметно придвинулась. Следует соблюдать одно правило – обороты должны быть всегда полными. То есть последний не следует завершать на первой или второй трети, докрутите ворот до конца. Для этого верхнюю плоскость прутка лучше промаркировать, и отметка всегда должна быть сверху.
Торсион или корзинка – делаем сложный декоративный элемент
Станок для изготовления такой детали создать несколько труднее, чем твистер, но вполне по силам даже начинающему. За основу берём такую же базу из швеллера или квадратного профиля, как описанная выше, и делаем всё то же самое, за исключением одной детали. Труба должна быть довольно длинной и проходить сквозь обе станины. На подвижной, сделанной из толстой пластины металла сверлятся 4 отверстия, расположенные квадратом (их лучше снабдить боковыми винтовыми зажимами).
В центре должно располагаться сквозное гнездо для трубы, по которой станина должна скользить. Узел с воротом выглядит иначе, пластина с 4 отверстиями (тоже с винтами) высверливается посередине, после чего насаживается и наваривается на трубу, которая должна вращаться в гнезде станины при помощи 3–4 рукояток.

Устройство может работать и иначе – ворот свободно движется вдоль трубы, а основная станина удерживает прутки. Результат будет тот же. Устанавливаем отверстия, расположенные квадратами так, чтобы они были сосны друг другу. Продеваем сквозь дальнюю пластину прутки и зажимаем их. Затем то же самое делаем в станине ворота, который после фиксации заготовок начинаем медленно вращать. Стержни по мере увеличения количества оборотов будут обвиваться вокруг трубы. Поэтому дальняя станина должна быть на небольшом расстоянии от ворота, около 20 сантиметров. Чем дальше вы её изначально сдвинете, тем больше витков получится, тем сложнее будет корзинка. Но, как правило, редко делается больше двух полных оборотов. Из полученных заготовок собирается и сваривается корзинка.
Волны – изгибаем пруток по синусоиде
В данном элементе нет ничего сложного. Всё, что потребуется, это два металлических шкива, с двумя отверстиями под болтовой крепёж и одним центральным для рычага. Также подготовим основание из толстого стального листа с перфорацией, сделанной через равные промежутки на одной линии. Расстояние между высверленными сквозными гнёздами должно быть чуть больше диаметра шкивов, так, чтобы уложенные и закреплённые рядом, они имели между собой зазор для свободного прохода прутка.
На стальном листе можно сделать много отверстий с шагом, которому будет кратно расстояние между крепежами. Также потребуется рычаг с двумя боковыми перекладинами круглого сечения, крайняя из которых будет вставляться в центральное гнездо. Вторая должна прижимать к шкиву изгибаемый пруток, поэтому должна быть удалена от крайней на соответствующее расстояние.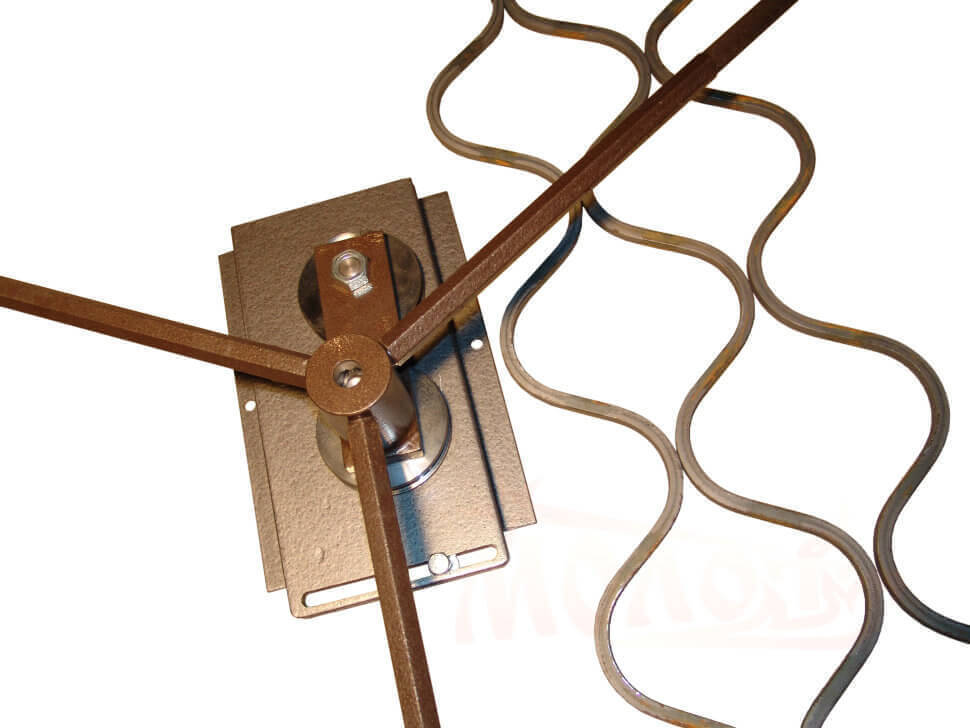
Устанавливаем шкивы на основание, жёстко закрепив болтами. Просовываем между ними пруток, теперь один из них будет служить упором, а второй – шаблоном для загибания. Именно в него и вставляем рычаг, которым проводим дугу, формируя нужный диаметр первой волны. Разворачиваем пруток так, чтобы полученная волна охватила упорный шкив. Обводим второй изгиб, снова разворачиваем заготовку. И так, пока стержень не будет полностью превращён в синусоиду или не будет сделан отрезок нужной длины, который отпиливаем, и используем в узоре.
Таким же образом можно делать и кольца, если взять шкивы потолще, в виде невысоких цилиндров, а также завитки, называемые червонками, S-образные. Чтобы перекладина рычага лучше скользила вокруг шкива, лучше дополнить её подшипником или роликом, учитывая необходимый промежуток для прутка.
Основные приемы холодной ковки
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
 На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.


- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
- Вытяжке.
- Гибке.
- Кручении.
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.