Как сделать клеймо на металле?
Как сделать клеймо на металле?
Авторское клеймо или hand-crafted by. Обсудим?
Здравствуйте, дорогие друзья!
У каждого мастера настает момент, когда нужно решить — каким образом отмечать на работах свое авторство? Когда такой вопрос впервые встал у нас, мы сомневались буквально во всем, обсуждения были довольно бурные  Что должно быть написано? Как должно выглядеть — просто надпись или еще какие-то символы. Какой размер должна иметь отметка? У нас мастерская по изготовлению мебели, поэтому сам вид деятельности подсказывал два наиболее подходящих варианта. Сделать отметку в виде шильдика (т.е. накладную) или клеймо — т.е. врезную. Я думаю, все мастера нас поймут — это ответственный момент и хочется сделать все правильно. А как правильно — не понятно Сейчас мы пришли к удачному в нашем случае решению, протестировали его в течении длительного времени, и я решила поделиться нашим скромным опытом, можеть быть он будет кому-то полезен.
Что должно быть написано? Как должно выглядеть — просто надпись или еще какие-то символы. Какой размер должна иметь отметка? У нас мастерская по изготовлению мебели, поэтому сам вид деятельности подсказывал два наиболее подходящих варианта. Сделать отметку в виде шильдика (т.е. накладную) или клеймо — т.е. врезную. Я думаю, все мастера нас поймут — это ответственный момент и хочется сделать все правильно. А как правильно — не понятно Сейчас мы пришли к удачному в нашем случае решению, протестировали его в течении длительного времени, и я решила поделиться нашим скромным опытом, можеть быть он будет кому-то полезен.
Сначала мы решили делать шильдик, причем довольно крупный. Т.к. каждая работа у нас имеет свое название (иногда довольно длинное!), то и размер шильдика должен быть не маленький — чтобы можно было сделать красивую композицию.
Вот так выглядел шильдик на наших работах. Дизайн я разработала сама, цвет шильдика подбирала в зависимости от общей тональности работы — бронза, серебро или золото. Почему-то мне тогда казалось, что информации о работе должно быть много. Насколько это было правильно — сейчас мне трудно судить. Мне нравится, как тогда выглядили наши работы!
![]()
Таким образом мы подписывали наши работы около двух лет.
Но время шло. Чем больше становилось заказов, тем больше я понимала, что индивидуальный шильдик — это, с одной стороны, очень здорово, но с другой — очень затратно во всех смыслах. Для каждой работы надо было заказывать индивидуальный шильдик, это в конечном итоге оказалось не очень удобно. В принципе это было возможно и дальше, т.к. я всегда минимум за два месяца знаю какие заказы нам предстоит выполнить (планирование — наше всё!). Но это чисто теоретическая возможность — иногда параметры заказа меняются в процессе работы над ним. Редко, но такое все-таки возможно. В этом случае заранее заказанный шильдик точно больше никогда не пригодится. В период моих сомнений о дальнейшей целесообразности использования шильдиков, жизнь сама внесла коррективы. Кризис отправил в небыте небольшую фирму, где мне было удобно заказывать наши индивидуальные шильдики. Расстраивалась я не долго, т.к. решила, что это шанс попробовать другой способ нанесения подписи на работы — клеймо.
Я заказала изготовление штампа для выжигания. Происходило это так. Сначала надо было придумать и нарисовать внешний вид того, что будет выжигаться на дереве при помощи этого клейма. Дизайн разработан при моем непосредственном участии. Но отрисовку я на себя уже не взяла, т.к. надо было отрисовать в векторном формате, а я с такими программами работаю очень неуверенно. Исполнителя на отрисовку я удачно нашла здесь на ЯМ, все было сделано быстро и качественно. Полученный файл с изображением будующего клема, я отправила в компанию, занимающуюся изготовлением клейм. Оговорюсь, что такие клейма очень большая редкость — я смогла найти единственное место, где мне согласились изготовить именное клеймо по моему образцу. Вот так выглядит клеймо.
![]()
Собственно процесс выжигания осуществляется при помощи специального паяльника. Температура очень высокая, надо быть аккуратным. При нанесении клейма дуб нагревается и издает очень приятный, терпкий и немного сладковатый запах.
Для мебели из массива дуба (дуб — не смолистая порода, лиственная) такой способ подошел очень хорошо. Клеймо получается четкое, аккуратное. Достоинства, по сравнению с шильдиком, такие:
— не надо каждый раз заказывать новое клеймо, оно всегда под рукой. Ну разве что раз в год
— занимает не много места
— не надо отдельно крепить к мебели (более надежно)
Да, клеймо более локонично и не вмещает всей информации, которую вмещал шильдик. Но достоинства клейма для нас перевесили этот недостаток.
Вот так выглядит клеймо на нашей мебели начиная с января 2016 года.
![]()
Надпись сделана на английском языке, т.к. у нас бывают заказы в Европу и США. Делать два клейма — на русском и на английском не хотелось — накладно, да и смысла не много.
Наши постоянные читатели возможо обратили внимание, что клеймо выглядит точно так, как наш водяной знак на фото. Я ставила себе задачу сделать клеймо и знак одинаковыми, это часть нашего фирменного стиля.
![]()
В целом мы довольны полученным результатом и планируем в дальнейшем пользоваться именно этим вариантом для нанесения нашей авторской отметки на мебель.
Я рада, что каждый предмет мебели, выходящий из нашей мастерской, имеет авторское клеймо. Наша фамилия на нашей мебели — это гарантия ее качества.
Друзья, я знаю, что у многих мастеров на ЯМ есть свои клейма и свои знаки, которые они ставят на изделиях. Это очень интересная тема! Было бы здорово, если бы в комментариях Вы показали фото Ваших работ с Вашими знаками! Обмен опытом в этом деле никогда лишним не бывает!
Ваша Лида Силаева
Ударные клейма
Изготовим и доставим ударные клейма.
Компания ООО ППК “ПрофГравер” занимается изготовлением ударных клейм более 10 лет. Мы изготавливаем клейма в Санкт-Петербурге и доставляем во все регионы России в короткие сроки и гарантией качества согласно ГОСТ.















Методы изготовления рельефа ударного клейма
Рельеф или гребень – рабочая часть клейма на которую нанесена гравировка

Острый рельеф клейма
Основной метод изготовления клейм
Плоский рельеф или тупой
В основном для мягких металлов
Плоский гребень клейма изготавливается для мягких металлов. Для клеймения таким клеймом необходимо применять гораздо большие усилия из-за больной площади контакта. Данное клеймо деформирует поверхность а не режет её в отличии от клейм с острым гребнем.
При изготовлении фирменного клейма с логотипом так хочется порой сохранить логотип в исходном виде. Но в данном случае надо подумать об удобстве использования этого клейма и заказывать только в том случае, когда вы уверены в успешном результате клеймения. Если все же вы решили заказать клеймо с плоским гребнем то придерживайтесь следующих принципов:
- Минимальная площадь;
- Мягкий метал – алюминий, латунь, или разогретая сталь.
Изготовление ударных клейм
Клеймо представляет собой металлический стержень или брусок, на торец которого нанесено изображение. Нужно разделять термины «ударное клеймо» и «пуансон». Ударными клеймами, как правило, маркируют нерабочие части деталей, а пуансонами – лицевые. Маркировка пуансонами производится при помощи пресса.
Через контактную форму сайта вы можете купить ударные клейма по металлу (как цифровые так и буквенные), а так же клеймо сварщика НАКС, кузнечное клеймо по горячему металлу, клеймо лесничего, клеймо ОТК.

Технологии изготовления ударных клейм.
1. Ручная. Раньше ударные клейма, как правило, изготавливались вручную. Мастер-гравер при помощи таких инструментов
как штихель, мессерштихель, шпицштихель и т.п. вручную по разметке вырезал требуемое изображение. В настоящее время
этот способ практически не используется.
2. Электроэрозионная обработка. Распространенный способ изготовления клейм. В большей степени распространен при изготовлении клейм для маркировки цветных металлов. Связано это с тем, что при эрозионной обработке практически невозможно получить острые рубящие грани. Вместо этого они получаются скругленные. Площадь оттиска неминуемо увеличивается что нежелательно при работе со сталями т.к
. требуется уже большее усилие чтобы получить хороший оттиск.
3. Лазерная обработка. Используется, как правило, для микроклейм. Из-за дороговизны технологии нерентабельно делать большие оттиски плюс технологически проблематично получить сколько-нибудь значительную глубину рельефа. Тем не менее этот способ незаменим для изготовления клейм с предельно малой площадью оттиска. Лазерный луч имеет несравнимо меньший диаметр чем самый тонкий граверный инструмент. Поэтому в тех случаях когда пасует механическая обработка

на помощь приходит лазер.
4. Механическая обработка. Один из самых распространенных и пожалуй, оптимальный способ для производства ударных клейм и пуансонов. Гравировка рельефа производится механическим способом с использованием высокоточных современных станков с ЧПУ. Самый технологически гибкий метод. Позволяет воспроизвести любой рисунок и любую глубину рельефа в пределах разумного.
Материалы для производства ударных клейм.
Самый распространенный материал для ударных клейм и пуансонов – инструментальная углеродистая сталь у8а (либо у10а). Отвечает все требованиям для подобных изделий. После гравировки подвергается закалке. Готовое к использованию изделие имеет твердость по шкале Роквелла порядка 50-57 единиц.
Для пуансонов также часто используется сталь марки ХВГ. Она не так хорошо переносит ударные нагрузки как у8, поэтому предпочтительно использовать ее именно в случаях, когда маркировка производится при помощи пресса. Стать марки ХВГ не так склонна к растрескиванию при закалке что позволяет изготавливать изделия сложной формы с различными отверстиями и тонкими стенками.
В случаях, когда маркировка производится по горячему металлу в качестве материала используется сталь х12. Остановимся на ней подробнее.
Клейма по горячему металлу (кузнечные клейма).
Что же делать, спросите вы, если у вас, например, кузнечная мастерская и вам требуется маркировать раскаленный металл? Температура закалки стали у8а 820 градусов. При работе по раскаленному металлу рабочая часть клейма неминуемо нагреется до температуры, близкой к температуре закалки, клеймо «отпустится» и неминуемо быстро выйдет из строя. В этих случаях в качестве материала используется легированная сталь марки х12мф. Изделия из нее закаливаются при температуре порядка 1200 градусов. Клеймо или пуансониз этой стали не теряет своих свойств, даже если его разогреть до 700-800 градусов (докрасна). Помимо этого сама сталь также обладает еще большей твердостью чем у8. Поэтому финансово оправданно изготовление клейм из х12мф даже в случае холодного клеймения если предполагаются особо тяжелые условия работы. Например, маркировка автозапчастей. Мы подошли к вопросу о живучести клейма.
Срок службы ударных клейм.
Если вы собрались купить ударное клеймо, то разумно будет поинтересоваться сроком его службы. Считается, что клейма, изготовленные из стали у8а способны выдержать порядка 2-3 тысяч ударов по материалу твердостью до 30 единиц по Роквеллу. Естественно, чем тверже материал, по которому наносятся удары, тем срок службы меньше.
Клейма ОТК.
Одним из распространенных методов технического контроля является использование клейм ОТК на предприятиях, на которых осуществляется приёмка деталей внутри предприятия и проверка деталей. Клеймо ОТК изготавливается из стального бруска марки у8а или х12мф с соответствующей закалкой до 55-57 ед.
Клеймо сварщика.
В определенном смысле “подписью” сварщика является клеймо сварщика, оттиск которого он оставляет при проведении ответственных работ.
Клеймо сварщика присваивается после проведения аттестации. Данные о шифре клейма должны находиться в реестре персонала, прошедшего аттестацию и размещены в Интернете.
После проведения аттестации организация, выполняющая сварочные работы закрепляет за сварщиками соответствующие шифры.
Этот шифр сварщика НАКС может содержать в себе как цифровые так и буквенные символы. Он генерируется автоматически, используя личные данных сварщика (такие, как фамилия, имя, отчество, дата рождения).
Если аттестация продляется, либо сварщик проходит аттестацию на другие виды работ, он в будущем будет использовать то же самое клеймо.
Если сварщик имеет клеймо, которое ему выдали до принятия Федеральных норм и правил «Сварка на ОПО», то он вправе оставить за собой это клеймо, закрепленное за ним приказом предприятия. После следующей аттестации ему будет выдано новое клеймо сварщика, соответствующее требованию ФНП.
Есть разные варианты графического выполнения оттиска клейма сварщика: в одну или две строки, оттиск с рамкой и без. Высота символов может колебаться от 3 до 6мм.
Если вы собираетесь заказать клеймо сварщика следует указать шифр сварщика НАКС, высоту символов на оттиске и требуемую твердость готового изделия по шкале Роквелла.
Изготовление литер.
Литера («littera» – буква (лат.)) это металлический брусок из стали, латуни либо другого металла или сплава с нанесенным в торце изображением (буква, цифра, символ, логотип). Литеры применяются при маркировочной печати в маркировочных клише, в фасовочных машинах, нумераторах, маркираторах и прочих механизмах маркировки. Подлежат периодической замене так как являются расходным материалом. Литеры также применяют для маркировки шильдов (с их помощью наносится дата изготовления, различные номера, масса и объем изделий в соответствующие поля технических табличек).
По вашим чертежам, образцам и макетам мы можем изготовить литеры из стали у8а, ХВГ, х12мф, латуни, а также держатели литер.
Клеймо лесничего.
Работники лесной охраны выполняют клеймение, нанесение отпечатков клейм на древесину растущих или срубленных деревьев, а также на спилы пней. Как правило, клеймо лесничего представляет собой двухсторонний круглый молоток с соответствующим изображением.
Все вышеперечисленные виды клейм вы можете заказать через контактную форму сайта.
Технология электроискровой обработки металла
После распада Советского Союза в истории клеймения была открыта новая страница — начался очередной период введения государственных проб и клейм.
28 февраля 1992 года были официально утверждены шифры государственных инспекций, а также утвердили знак удостоверения пробирных клейм.
Примечательно, что за основу государственного пробирного клейма было взято дореволюционное изображение — профиль девушки в кокошнике, повернутый вправо. Подобное решение объясняется тем, что старый советский вариант в виде серпа и молота, вписанных в звезду, потерял свою актуальность при смене власти.

Президентский Указ об утверждении «Положения о пробах и клеймении изделий из драгоценных металлов в Российской Федерации» был подписан 2 октября 1992 году, однако по факту новые варианты клейм стали вводиться только с 1994 года.
Опробование и клеймение: действующее законодательство
На сегодняшний день простановку государственных пробирных клейм осуществляет Пробирная палата при Министерстве финансов РФ. Это государственное учреждение наделяется такими полномочиями в соответствии с Постановлением Правительства РФ №106 «О Российской государственной пробирной палате».
Абсолютно все изделия из драгоценных металлов, произведенные в России, должны соответствовать действующим пробам. Все пробы определены в Постановлении РФ №643 «О порядке пробирования и клеймения изделий из драгметаллов». Кроме того, все подобные изделия в обязательном порядке должны быть заклеймены государственным клеймом.
Схема электроискрового станка
Обработки металлов электроискровым способом очень распространена, поэтому очень сложно рассмотреть все виды оборудования и модели конкретных установок. Они все объединены общими конструктивными элементами:
- источником постоянного тока;
- конденсатором;
- вибратором;
- переключателем режимов.
Конструкция, работающая в электроискровом режиме, может отличаться рядом характеристик, допускающих работу с тем или иным материалом, но общие принципы построения рабочей схемы одинаковы.
Батарея конденсаторов согласована с механическим движением электрода, разряд происходит в момент максимального сближения рабочих поверхностей. Релаксационные генераторы импульсов определяют максимальный заряд конденсатора при максимальной амплитуде отклонения от точки сближения. После искрового разряда конденсатор успевает зарядиться в полном объеме.
Какая информация указывается на изделиях из драгоценных металлов?
На любых изделиях из драгоценных металлов современного отечественного производства должны стоять:
Специальный знак производителя, который проставляется юрлицом или ИП (частным мастером или заводом-изготовителем).
На именнике может содержаться следующая информация:
Знаки именников всегда должны регистрироваться и утверждаться Министерством финансов России.
На клейме указывается проба драгоценного металла и стоит «фирменное изображение» — профиль девушки в кокошнике.
Обратите внимание: пробирное клеймо государственной инспекции ставится не только на изделия, приобрести которые можно в России. Такие клейма проставляют также на экспортных изделиях из драгметаллов — эта процедура необходима для подтверждения соответствия государственному российскому стандарту и легальности торговли.
- Именник изготовителя Год выпуска изделия.
- Данные о государственной инспекции, к которой относится данный производитель.
- Различные индивидуальные знаки в виде цифр и букв, которые могут идентифицировать мастера конкретного изделия.

5S5 проба золота — что это такое?

Все очень просто! Проба 5S5 — это официальная государственная проба золота 585, поставленная на изделие в Государственной пробирной палате электроискровым клеймом!
В России существуют 3 способа нанесения пробы на изделие:
- Нанесение механическим способом (выдавливание)
- Нанесение электроискровым способом (выжигание электродом)
- Нанесение лазерным (масочным) методом
Давайте остановимся подробнее на каждом методе клеймения отдельно и рассмотрим их плюсы и минусы.
-
Нанесение механическим способом. Наиболее устаревший способ нанесения пробы на изделие. Сегодня практически не применяется из-за того, что во время нанесения такой пробы можно повредить или даже раздавить ювелирное изделие. Такая проба наносится металлическим клеймом. Для примера приведем фотографии клейма 585 Российской Федерации и советского клейма 583. Как видите, такие клейма представляют собой «выдавленный» на поверхности изделия знак.

Нанесение электроискровым способом (5S5). Один из самых современных методов и один из самых защищенных от подделки. Такие клейма наносятся специальным электродом, который абсолютно невозможно изготовить в кустарных условиях. Такие электроды находятся под строжайшим контролем и производятся только по заказу государства. Под воздействием электрического тока данный электрод выжигает на ювелирном изделии клеймо пробы. Проба получается четкая, глубокая и хорошо читаемая. Специфика данного метода в том, что такие клейма всегда имеют разомкнутый контур. Линии не должны замыкать друг друга. Каждая цифра, буква и символ девушки в кокошнике прикреплены к внешнему контуру самого клейма. Цифра 0 в таком клейме 750 пробы имеет разомкнутый контур, цифра 8 в таком клейме 585 пробы также имеет разомкнутый контур ( похожа на латинскую «S» — отсюда и «5S5»! ). Цифра 9 в таких клеймах пробы также имеет разомкнутый контур. Также приведем несколько фотографий.



Если какое-либо изделие не соответствует заявленной производителем пробе — пробирная палата НИКОГДА НЕ ПОСТАВИТ НА НЕГО ПРОБИРНОЕ КЛЕЙМО И ВЕРНЕТ ЕГО ПРОИЗВОДИТЕЛЮ! Продать такое изделие будет нельзя и оно будет переплавлено.
В редких случаях, если изделие долго стоит на витрине или изменялся его размер, либо производилась полировка изделия пробирное клеймо может быть немного стертым. Это не повод паниковать и бежать из ювелирного магазина! Такое клеймо является полноценным и изделие с таким клеймом также проходило пробирную палату.
Поздравляем Вас! Теперь Вы знаете практически все о государственных пробирных клеймах в России. Можете использовать данную страницу при походе в ювелирный магазин или ювелирную мастерскую. Вы сможете убедиться, что в каждом ювелирном магазине Вы увидите на изделиях точно такие же пробы. То же самое касается изделий, сделанных на заказ: на Ваших заказанных изделиях будут стоять точно такие же пробы. Каждая ювелирная компания борется за своего потребителя, свою репутацию, старается сделать свою продукцию более качественной и доступной, чем у конкурентов. А государство строго следит за качеством выпускаемых ювелирных изделий. Покупайте ювелирные изделия Российских производителей, носите их, наслаждайтесь ими и пусть ничто не омрачает Ваш шоппинг! Желаем Вам всего самого доброго и хорошего дня!
Способы клеймения изделий из драгоценных металлов
Существует три современных способа клеймения изделий из драгоценных металлов:
Ударный или механический способ относится к самым древним метода клеймения, но до сих пор популярным.
Клеймение осуществляется с помощью молотка либо специальных станков для массового клеймения. Иногда применяются особые наковаленки, которые подходят по форме к изделию.
Преимущества ударного метода: получение четких оттисков, которые отличаются высокой стойкостью и долговечностью.
Недостатки ударного метода: при недостаточном опыте или нарушении технологии клеймения или изготовлении изделия, оно может деформироваться или возможно образование трещин в металле.
Отличительная особенность этого метода — нанесение оттиска клеймами-электродами из меди с помощью электро-искрового оборудования.
Клеймо выжигается искрой, поэтому такой способ позволяет наносить даже сложные изображения.
Определить, что клеймо было нанесено электро-искровым методом очень просто: между контурами именника и его знаками хорошо заметны тонкие перемычки. Это уникальная отличительная особенность такого способа клеймения.
Преимущества электро-искрового метода: оттиски получаются очень четкими и долговечными.
Недостатки электро-искрового метода: поверхность изделия, на которую будет наноситься клеймо, должна быть идеально подготовлена — быть чистой, гладкой и ровной.
Самый современный метод клеймения, при котором используется лазерная установка и особые клейма-маски. Как и при электро-искровом методе важно, чтобы поверхность изделия, на которое будет наноситься клеймо, была идеально ровной, чистой и гладкой.
Преимущества лазерного метода: четкие оттиски и возможность клеймения изделий любой формы и с любой поверхностью — полой, вогнутой, выпуклой.
Недостатки лазерного метода: такой способ почти не имеет недостатков, кроме необходимости тщательно готовить поверхность изделия для последующего клеймения. Пожалуй, единственным недостатком такого клейма является его недолговечность. В процессе носки царапины неизбежно появляются на украшении, клеймо становится нечетким. При полировке такие клейма полностью исчезают с поверхности изделия.
- Ударный
- Электро-искровой
- Лазерный
Аппарат электроискрового клеймения AMG-1

Розничная цена: 25.500 руб Дилерские цены оговариваются отдельно. Аппарат электроискрового клеймения AMG-1 применяется в ювелирной промышленности для клеймения изделий. С помощью аппарата можно наносить устойчивые клейма на любую электропроводящую поверхность. В отличие от механического клеймения изделие не деформируется. Оттиск затрагивает только поверхность. Клеймо может быть обработано самим аппаратом для точного прилегания к поверхности сложного профиля. Особенно хорошо такой способ клеймения себя проявляет при работе с мелкими и пустотелыми изделиями. Видео по работе и запуску: Youtube Установка выполнена в виде отдельного блока, включающего в себя электрическую и механическую части. Механическая часть аппарата электроискрового клеймения выполнена для комфортной работы с любыми ювелирными изделиями. Для мелких изделий предусмотрен зажимной столик. В аппарате предусмотрен таймер для удобства в условиях поточного производства. В приборе использован электроэрозионный метод обработки токопроводящих материалов, основанный на разрушении металла изделия, преобразуемой в тепло энергией электрических разрядов. Управление процессом электроискрового клеймения осуществляется при помощи встроенного микропроцессора, позволяющего получить более быстрый и качественный результат. Интелектуальная система обработки информации позволяет измерять параметры эрозионного процесса в реальном режиме времени, что позволяет избегать механических осцилляций электродержателя, которые было бы необходимо гасить вручную точной настройкой. Прибор автоматически находит оптимальный рабочий режим в рамках установленного максимального рабочего тока. Текущий рабочий ток индицируется миллиамперметром на лицевой панели. В рабочей жидкости автоматически поджигается электрическая дуга между клеймом и изделием. После этого выходное напряжение падает и микропроцессор, собрав данные о выходном токе прибора, настраивает и поддерживает искровой промежуток. При срыве эрозионного процесса из-за загрязнения или попадания электролита в искровой промежуток (грязной воды, пробоя внутри образовавшейся пены) процессор заново начинает процедуру поджига дуги и сбора данных. Данный процесс хорошо различим на слух. Для получения стабильных и качественных результатов необходимо пользоваться качественной дисциллированной водой и обеспечить непрерывную подачу рабочей жидкости. Качественной является вода, полученная с помощью дистиллятора или купленная в аптеке, а не приобретенная в магазине автозапчастей. Питание схемы и выходное напряжение организовано через гальванически развязанный импульсный преобразователь, это позволяет создать нужную выходную характеристику и защитить оператора. Выходная характеристика прибора оптимизирована под эффективный эрозионный процесс. В качестве рабочей жидкости рекомендуется использовать смесь дистиллированной воды и спирта (спирта 10-15% от общего объема смеси).
Как сделать клеймо для дерева?
Как сделать клеймо для дерева

по — относится к одному из древних видов художественной графики и декоративной обработки. Истоки горячего тиснения древесины берут свое начало в русском народном творчестве.
- евро поддонов или паллет
- пиломатериалов и мебельных плит
- графики на сувенирной продукции, на указательных табличках и пр.

Современный вид обработки осуществляется при помощи специального , на поверхности которого гравируется индивидуальный рисунок. Оттиск на деревянной поверхности остается благодаря работе выжигательного элемента, который нагревает металлическое до определенной температуры. Для лучшего художественного эффекта, необходимо предварительно обработать. Так же с помощь применяется для маркировки, декорирования и оформления различных материалов из древесины. Наша фирма предлагает вашему вниманию металлические, которые прекрасно украсят любой вид деревянной продукции.
Цена начинается от 1400 руб и зависит от размера, сложности рисунка, и наличия/отсутствия нагревателя в комплекте.
Заказать дешевое клише для выжигания на дереве можно в нашей типографии по телефону или с помощью запроса на электронную почту. Наша компания изготавливает любые виды штампов и клише для выжигания на дереве, тиснения на коже, бумаге, других материалах. У нас выгодные цены на все изделия, благодаря собственному производству и оптимизации расхода материалов. Мы выполняем заказы любой сложности, в течение оговоренных сроков. Работаем без выходных, поэтому срочные работы можем выполнить за минимальное время.
Альбом в коже ручной работы от мастерской Буланти.
Клеймо для выжигания на паяльнике (для получения оттиска на дереве, коже)
Какой размер клише выбрать?
Размер клише определяется прежде всего из потребностей. Потребности стоит разделять на жёстко регламентированные (ГОСТ, тех задание, чертёж) и относительно свободные, т.е. допускающие варианты.
В первом случае, всё подстраивается под регламент. Во-втором случае будет полезно знать, что чем больше площадь клише, тем больше уязвимость от неровности рабочей поверхности. Не всё что выглядит ровным, таковым является. Мы гарантируем абсолютно ровную поверхность рельефа клише. Твёрдая неровная поверхность (дерево, пластик) затрудняет простановку качественного оттиска. В таких случаях, чем меньше клише, тем меньше эта уязвимость. Подумайте над целесообразностью изготовления большого клише. Выбирайте по возможности клише меньшего размера.
Какой нагреватель подобрать?
Скорость нагревания клише до рабочей температуры зависит от мощности нагревателя. Чем больше площадь клише в диапазоне размеров для определённого нагревателя, тем дольше нагревается клише . Чем мощнее нагреватель, тем быстрее он нагреет клише.
Мы подобрали комплектацию клейм и предлагаем нагреватель с таким расчётом, чтобы он нагревал максимальное по площади клише в своём размерном диапазоне, не более чем за 30 минут при комнатной температуре без сквозняков.
В форме заказа вам будет предложена возможность установить более мощный нагреватель или два нагревателя на одно клише.
При заказе клейма для выжигания учитывайте следующие правила:
1. Чем больше площадь, тем сложнее сделать качественный оттиск.
2. Чем больше клише, тем мощнее должен быть нагреватель.
3. Глубину гравировки необходимо выбирать в зависимости от степени неровности поверхности. Стандартная глубина рельефа 2 мм. Эта глубина подошла во всех известных нам случаях. Мы можем сделать глубже, но не всегда это целесообразно.
4. На черной коже оттиск будет практически незаметен.
Как понять в каком диапазоне диаметров Ваше клише?
Размерный диапазон определяет мощность нагревателя и цену клейма. Определить размерный диапазон просто, если Вы определились с размерами клише клейма. Диаметр, в который возможно вписать клише и есть диаметр клейма.
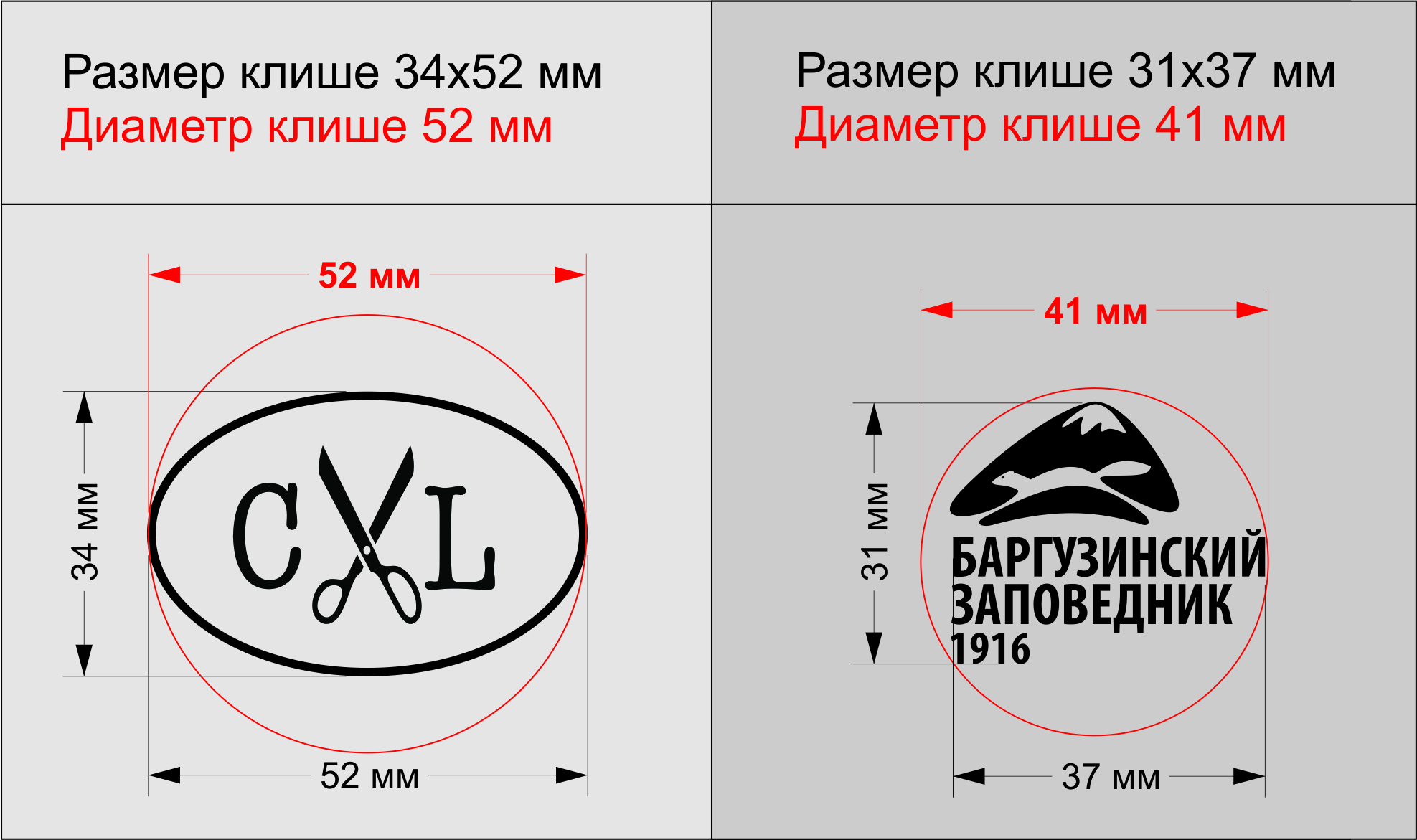
Выяснив диаметр можно понять в какой диапозон он входит:
Как сделать клеймо для дерева?
Показать, Олег, не могу, ибо образца не имею. (Собственное, как я уже сказал, делал сам. И ещё с пяток — друзьям и знакомым. Именно таким способом, как описал Скептик). Предположить — могу. Цифровой эскиз, комп, связанный с неким станком (может, электроискровым, может, тем же лазером) — всё! Тиснение на обложках книг в типографиях делается именно с помощью таких термических клейм, на специальных малюсеньких термо-прессах. Подогрев очень небольшой. Если тиснение цветное или с позолотой — делается через соотв. фольгу. Только там, в связи с малой температурой, материал клейм — цинк. Для дерева нужна как раз медь или латунь. Клейма раньше делали граверы, теперь вот — такая «аппаратура». ;((
Не знаю насчет лазера, но на фрезерном с ЧПУ (производства СЭВ) делалось запросто. А уж на современных — и подавно (если программа обработки грамотно построена)
Олег, а какие «глубокие»-то? 1 мм, что ли, или 0,5 мм. Фигня какая — на мягких металлах! %%% Станок то ещё быстрее делает! 20 минут — это ещё на то, чтоб «мастеру» почесаться, сигаретку выкурить и ме-е-едленно нажать на кнопку «Пуск»! %%%
- Войдите или зарегистрируйтесь, чтобы отправлять комментарии
Борис Иванов
- Войдите или зарегистрируйтесь, чтобы отправлять комментарии
Иван Чонов
. интересно — я сам хотел клеймо делать , да отказался пока , техническая сложность мне не по зубам
Как выглядит регистровая родословная
На внутренней стороне документа указываются данные о собаке, а именно порода, окрас, кличка, пол, дата рождения, код клейма, а так же информация о владельце, номер родословной. Кстати номер имеет букву «Р» в конце, которая означает, что родословная является регистровой. В графах, где обычно указываются данные о предках собаки, указывается текст «Нет информации». В остальном нулевая родословная, в плане оформления, не отличается от обычного Свидетельства о происхождении.
Нож своими руками
Многие профессионалы не признают покупной инструмент и предпочитают работать тем, который изготовили своими руками. В этом есть смысл, ведь каждый нож, каждая стамеска идеально подгоняется под руку мастера. Таким инструментом удобно работать, не устает рука, легко контролировать нажим.
![]()
Это разумный подход. Имея опыт работы с металлом и хорошую сталь, можно заняться изготовлением универсального богородского ножа для резьбы по дереву или ножа-топорика. Для этого можно использовать сломанное полотно от механической ножовки толщиной 2 мм. Из инструмента достаточно мощного электрического точила.
![]()
На заготовку переносят очертания лезвия и осторожно обрабатывают ее по контуру. В процессе работы заготовку необходимо периодически остужать, окуная ее в емкость с водой.
Человеку, знакомому с деревообработкой, изготовить рукоять не составит особого труда. Идеальную рукоять можно сделать по слепку, полученному из пластилина, зажатого в руке. Деревянный брусок подходящего размера размечают, зажимают в тиски. С помощью ножовки (лучше использовать ножовку по металлу) удаляют лишнее. Для окончательной доводки используют рашпиль и наждачную бумагу.
![]()
Рукоять насаживают на лезвие. Для долговечности ее пропитывают льняным маслом или покрывают несколькими слоями лака. Остается только заточить самодельный нож и можно приступать к работе.
Изготавливать инструмент своими руками или покупать готовый – решать самому мастеру. Пожалуй, набивать руку лучше инструментом из магазина, а уже позже, набравшись опыта, можно делать себе инструмент самостоятельно.
Изготовление
деревянных значков
Значок – это предмет искусства и коллекционирования. Можно смастерить значки, которые будут интересны всем возрастам, а также представителям разных культур. Главное иметь желание делать качественный, авторский, дизайнерский продукт. Каждый человек уникален и имеет свои вкусы и предпочтения в выборе значков, но, к сожалению, в магазинах не всегда получается найти подходящие значки. Существует несколько способов изготовления значков. Их можно покрыть акриловой краской, любо использовать печать на лазерном принтере.

Использование лезерной технологии
Самым простым способом изготовления является покупка деревянных заготовок для значков, а затем раскрашивание их акриловыми красками, однако есть и другой способ. Создание значка начинается с шаблона рисунка с чётким контуром. По контуру принтер будет вырезать из тонкой деревянной фанеры форму значка. После лазерной технологии вырезки по дереву делается полностью ручная обработка: чистка, ошкуривание, покрытие водоотталкивающим слоем, покраска экологичной эмалью, после наносится водостойкий лак таким слоем, что даже машинная стирка не испортит значок.


Изготовление деревянных значков своими руками
Для начала нужна деревянная основа.С помощью лазерной гравировки можно выжечь на листе фанеры любую форму. Деревянная фанера очень тонкая, что легко позволит вырезать из неё всё что угодно, так же дерево очень просто декорировать, ну и не малоприятный бонус-лист фанеры стоит очень недорого и хватит его на большое количество значков.
Следующий предмет — краски. Идеально подойдут акриловые. Акриловые краски хорошо ложатся на деревянную основу. Они продаются в любом художественном магазине, в наборах по 6, 8, 12, 24, 36 штук, либо в тубах. Обладают разнообразием эффектов. Бывают с матовым, сатиновым или глянцевым финишем, есть перламутровые и другие оттенки.
Для закрепления значка на одежде понадобятся булавки для брошей, которые отлично крепятся с помощью горячего клеевого пистолета. Также подходит каучуковый клей. После выбора деревянной основы для значка и красок, следует убедиться, что основа – чистая, сухая и хорошо отшлифованная. Если поверхность слишком шершавая, рекомендуется обработать её наждачной бумагой.


Советы для рисования значков
- Краски нужно хорошо разбавить перед нанесением. Цвет будет не сильно насыщенный, поэтому понадобится несколько слоев, но в результате будет идеальное однородное покрытие без разводов.
- Акрил в процессе работы высыхает, следовательно, периодически нужно кисточкой добавлять в палитру воду.
- Для создания градиента на значке, на не высохшую краску нужно добавлять белый или другой цвет и растушевать его, получится плавный переход из одного цвета в другой.
- После разукрашивания значка необходимо его закрепить акриловым лаком. Цвета надолго сохранятся, а основа будет блестеть.
Каждый заказ рассчитывается индивидуально. Для расчёта стоимости изготовления клише для выжигания нам необходима следующая информация: общее описание, есть ли изображение (макет, эскиз, логотип, символика), размеры клише, вид ручки. Внизу представлена цена на изготовление клейма для выжигания площадью до 25 см 2 .
— маленькая латунная, длиной 50 мм + клише 25 см 2 | 3000 руб
— деревянная, длиной 100 мм + клише 25 см 2 | 3000 руб
— длинная стальная, длина 20 см + клише 25 см 2 | 4000 руб
— электронагреватель 200 Вт + клише 25 см 2 | 5800 руб
— электронагреватель 300 Вт + клише 25 см 2 | 6800 руб
— электронагреватель 500 Вт + клише 25 см 2 | 8000 руб
И зготовление клейм и клише.
У дарные клейма из каленой стали
Ударное клеймо предназначено для нанесения литер и знаков на поверхности пластичного материала, например, на упаковке из листового металла.
Ударные клейма изготавливаются из инструментальной стали У-8А, твердой закалки 48-52 HRC.
Мы изготавливаем ударные клейма по двум технологиям.
Промышленная гравировка позволяет получать ударные клейма с глубоким рельефом и острыми гранями, а при помощи технологии прожига клейма получаются с меньшей глубиной рельефа и менее острыми краями.
Цены в рублях.
| Технология изготовления | Глубина рельефа | Площадь | Цена |
| Промышленная гравировка | 0.3-0.8 мм | диаметр до 10 мм | 4500 |
| Промышленная гравировка | 0.3-0.8 мм | диаметр до 15 мм | 4800 |
| Промышленная гравировка | 0.3-0.8 мм | диаметр до 20 мм | 5400 |
| Промышленная гравировка | 0.3-0.8 мм | диаметр до 25 мм | 6000 |
| Промышленная гравировка | 0.3-0.8 мм | диаметр более 25 мм | По запросу |
Срок изготовления ударных клейм 15 рабочих дней
Комплекты ударных клейм по ГОСТ 25726-83
Предлагаем комплекты буквеных и цифровых клейм по ГОСТ 25726-83 высотой от 2 до 12 мм.
Комплект буквенных клейм состоит из 30 клейм с буквами алфавита от А до Я, согласно ГОСТу 26.020-80 и 25726-83, 25727-83 исключая буквы Ё, Ъ и Й.
Клейма буквенные (латиница) в комплект входят все 26 букв алфавита от A до Z и знак & (Всего 27 шт.).
Комплект цифровых клейм — из 10 клейм с цифрами от 0 до 9.
Ручные клейма для маркировки из специальной шеффильдской хромовой инструментальной стали с никелевым покрытием. После закалки получается переходная твердость от 58-62 HRC для рабочей части и до 34-40 HRC для бойка.
Цены в рублях.
| Высота | 1.0 | 2.0 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 10.0 | 12.5 |
| Цифровые | — | 1500 | 1500 | 1750 | 1750 | 1900 | 3350 | 4400 | 5800 |
| Буквенные кириллица | — | 4750 | 4750 | 5300 | 5300 | 5300 | 10500 | 13700 | 18100 |
| Буквенные латиница | — | 4100 | 4100 | 4400 | 4400 | 4950 | 8800 | 11500 | 15300 |
В етеринарные клейма из латуни
Ветеринарное клеймо применяется для учета поголовья, определения принадлежности животных определенному хозяйству, изучения миграции диких животных.
Цены в рублях.
| Наименование | Цена |
| Овальное 40 х 25 мм. | 4400 |
| Овальное 60 х 40 мм. | 5300 |
| Овальное 90 х 60 мм. | 6700 |
| прямоугольный 20х50 мм. | 3800 |
| прямоугольный 40х60 мм. | 4800 |
| прямоугольный 40х70 мм. | 5100 |
Срок изготовления ветеринарных клейм 15 рабочих дней
К лише из магния для блинтового или плоского тиснения фольгой
Предназначены для малых тиражей. Глубина травления до 3 мм. (при толщине пластины 7 мм.).
Цены в рублях.
| Общая площадь, включая технологические поля по 1 см. с каждой стороны |
Толщина | Цена |
| До 85 см² | 2 мм. | 1200 за клише |
| 4 мм. | 2000 за клише | |
| 6.35, 7 мм. | 2150 за клише | |
| От 86 до 300 см² | 2 мм. | 15 за см² |
| 4 мм. | 23 за см² | |
| 6.35, 7 мм. | 25 за см² | |
| От 301 до 500 см² | 2 мм. | 12 за см² |
| 6.35, 7 мм. | 23 за см² | |
| От 501 до 1500 см² | 2 мм. | 11 за см² |
| 6.35, 7 мм. | 21 за см² | |
| Более 1500 см² | Договорная | |
Срок изготовления клише 1 — 5 рабочих дней
К лише из латуни для плоского, конгревного и блинтового тиснения
на коже, дереве, бумаге, картоне и других материалах.
Выпуклое изображение глубиной 1 — 2 мм.
Цены в рублях.
| Площадь | Для плоского тиснения, цена за 1 см² |
Для конгревного тиснения, цена за 1 см² |
Контрматрица |
| До 60 см² | 2700/клише | 4150/клише | 25% от стоимости клише |
| От 61 до 100см² | 42 | 70 | |
| От 101 до 150см² | 39 | 68 | |
| От 151 до 300см² | 37 | 65 | |
| От 301 до 600см² | 34 | 62 | |
| От 600 см² | Договорная | ||
Срок изготовления клише 1-5 рабочих дней.
Стоимость изготовления валов для горячего тиснения, рассчитывается отдельно ( от 16 000 рублей).
Стоимость изготовления силиконовых клише рассчитывается отдельно ( от 5000 рублей).
К лише для выжигания на дереве
Мощность паяльника от 100 Вт и более.
К лише для валидаторов
Глубина гравировки 0.3-0.5 мм.
Все изготавливаемые клише для валидаторов соответствуют требованиям ИАТА по валидированию перевозочной документации.
Цены в рублях.
| Наименование | Цена |
| Валидатор ударный собственного производства без красящей ленты | 4800 |
| Клише для валидатора, в т.ч импортного любого типа | 3800 |
| Набор сменных дат для валидатора ( 40 знаков) | 12000 |
| Заготовка для импортного валидатора любого типа | 2500 |
| Диск для импортного валидатора с обозначением года (12 позиций х 2 разряда) | 7800 |
| Замена ленты в импортном валидаторе | 1800 |
| Установка и регулировка клише на импортный валидатор | 2000 |
| Поворот диска в валидаторе Reiner | 2100 |
| Замена диска в импортном валидаторе | 2500 |
Срок изготовления клише для валидаторов 1-5 рабочих дней.
К лише для маркировки
Глубина гравировки 0.3-0.5 мм.
Применяются для маркировки сигарет, например.
Цены в рублях.
| Наименование | Цена |
| Клише (одно место) | 7500 |
| Заготовка в диаметре до 100 мм, ширина до 50 мм. | 2100 |
| Закалка | 1350 |
Срок изготовления клише для маркировки 10 рабочих дней.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок