Лазерная сварка своими руками
Лазерная сварка своими руками
Из чего можно сделать лазерный резак по металлу
Изготовить лазер для резки металла своими руками. Мощность такого устройства будет небольшой, но есть способы увеличить ее за счет подручных приспособлений.
Лазерный резак — уникальное приспособление, которое полезно иметь в гараже каждого современного мужчины. Изготовить лазер для резки металла своими руками — несложно, главное соблюдать простые правила. Мощность такого устройства будет небольшой, но есть способы увеличить ее за счет подручных приспособлений. Функционала производственной машины, которая без приукрашивания — может все, самоделкой не достичь. Но для бытовых дел, этот агрегат подойдет очень кстати. Давайте рассмотрим, как его соорудить.
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.

Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Помните! На диод, который будет выполнять прожиг, требуется намного больше электричества, нежели на элементы указки.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Осторожно! Мощности прибора достаточно, чтобы навредить вашему здоровью, поэтому будьте осторожны во время управления и старайтесь не запихивать пальцы под луч.
Усиление самодельной установки
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
- Коллиматор.

Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.
Хранить готовый резак следует в коробке или чехле. Туда не должна попадать пыль или влага, иначе устройство будет выведено из строя.
В чем разница между готовыми моделями
- Благодаря созданию направленного лазерного луча происходит воздействие на металл
- Мощное излучение заставляет материал испаряться и выходить под силой потока.
- В результате благодаря малому диаметру лазерного луча получается высококачественный срез заготовки.
Глубина врезания будет зависеть от мощности комплектующих. Если заводские модели оборудуются высококлассными материалами, которые обеспечивают достаточный показатель углубления. То самодельные модели способны справиться врезаться на 1-3 см.
Благодаря таким лазерным установкам можно сделать уникальные узоры в заборе частного дома, комплектующие для декорирования ворот или ограждений. Существует всего 3 вида резаков:
- Твердотельные. Принцип работы завязан на использовании специальных сортов стекла или кристалликов светодиодного оборудования. Это недорогие производственные установки, которые используются на производстве.
- Волоконные. Благодаря использованию оптического волокна можно получить мощный поток и достаточную глубину врезания. Они являются аналогами твердотельных моделей, но благодаря своим возможностям и характеристикам по производительности лучше их. Но и дороже.
- Газовые. Из названия понятно, что для работы используется газ. Это может быть азот, гелий, углекислый газ. КПД таких устройств на 20% выше, чем у всех предыдущих. Их используют для резки, сварки полимеров, резины, стекла и даже металла с очень большим уровнем теплопроводности.
В быту без особых затрат можно получить только твердотельный лазерный резак, но его мощности при грамотном усилении, которое было разобрано выше, хватает для выполнения бытовых работ. Теперь у вас есть знания относительно изготовления такого устройства, а дальше только действовать и пробовать.
А у вас есть опыт в разработке лазерного резака по металлу своими руками? Поделитесь с читателями, оставив под этой статьей комментарий!
Лазерная сварка нержавейки
Автор: Игорь
Дата: 26.06.2016
- Статья
- Фото
- Видео
Лазерная сварки нержавейки является рабочим процессом, во время которого происходит нагревание определенных участков металла, а также его расплавление, за счет узконаправленного лазерного луча. Одной из отличительных особенностей данного способа является то, что шов получается небольшим по ширине, но достаточно глубоким. В отличие от обыкновенной сварки нержавейки температурное воздействие является узкоограниченным по своей площади. Скорость обработки здесь намного выше, но при всем этом образуется мощное излучение.

Процесс лазерной сварки нержавейки
Технологически данный процесс должен осуществляться согласно ГОСТ 19521-74. Он относит лазерную сварку к термическому процессу, который подразумевает использование плавления и тепловой энергии для получения итогового результата. Особенности проведения процедур зависят от того, какие характеристики имеет луч, так как тут играет роль его когерентность, монохроматичность и направленность. Это позволяет осуществлять точечную концентрацию и совершать обработки небольших участков. Данный метод применяется, в основном, для автомобильного производства, а также прочих высокоточных сфер, в которых работают с тонкими поверхностями.
Преимущества лазерной сварки нержавейки 
- Себестоимость лазерной сварки сопоставима с обыкновенными способами, при использовании дуговой сварки и электродов;
- Она имеет очень высокую точность, которая исчисляется десятыми долями миллиметра;
- Ею можно использовать в автоматическом режиме и с дистанционным управлением;
- В отличие от сварки электронными лучами, для эффективной работы не нужно создавать специальную вакуумную среду;
- Данная сварка имеет высокую скорость выполнения процедур, что очень полезно в производстве;
- Можно делать швы практически любой геометрии;
- Отлично подходит для работы не только с нержавейкой, а также алюминием и другими проблемными металлами.
- Качество скрепления позволяет создавать герметичные соединения.
Недостатки лазерной сварки нержавейки
- Для проведения процедур здесь необходимо наличие специального оборудования;
- Высока стоимость техники для совершения сварочных процедур;
- Низкий коэффициент полезного действия, около 1-2%;
- Невозможно осуществлять широкие соединения, которые просто делаются в обыкновенных режимах;
- Необходимо тонко настраивать оборудование для каждой процедуры.
Разновидности аппаратов
Существуют две основные разновидности газовый и твердотельный. В твердотельном, в отличие от газового, имеется совершенно другая длина волны, так как они короче, благодаря этому, мощность аппарата становится меньше. Чаще всего здесь применяется импульсный режим при работе техники. Реже он становится непрерывным, что уже зависит от особенностей работы. В данном случае лазерная сварка нержавеющей стали осуществляется за счет наличие активного элемента. Лазерное излучение выходит из стеклянного стержня, которым выступает твердотельный активный элемент.

Конструкция твердотельного лазера для сварки нержавейки
Аппарат на газовом принципе действия может работать как в импульсном режиме, так и в непрерывном. Мощность такой техники выше, чем у предыдущей. При использовании аппарата с поперечным типом прокачки, можно сэкономить в размерах, так как сама техника является компактной. При этом максимальная толщина свариваемых металлов составляет около 2 см. Активным элементом в данном случае являются горящие газы.

Конструкция газового лазера для сварки
Импульсные и непрерывные лазеры
Сварка импульсного типа соответствует требованиям, которые заданы ГОСТ 28915-91. Она используется чаще как непрерывная, так как точечное воздействие дает максимально качественный эффект. Данная технология заключается в скоплении большого количества энергии, которая потом воздействует на предмет на относительно короткий промежуток времени. Это помогает улучшить сварку металлов, которые сильно подвергаются деформации. Воздействие лазера происходит так, что поверхность металла нагревается только на верхних слоях. Благодаря этому уменьшается вероятность появления сквозных отверстий.
Благодаря использованию непрерывного лазера можно создать сплошной шов, причем мощностью аппарата регулируется его глубина. При использовании этой технологии образуется парогазовый канал и ширина канала обработки остается достаточно узкой.

Непрерывная лазерная сварка
Режимы лазерной сварки нержавейки
| Материал | Толщина, мм | Мощность, кВт | Скорость прохождения, м/ч |
| Нержавеющая сталь | 2 | 2,1 | 20 |
| 3 | 2,5 | 100 | |
| 4 | 3,1 | 90 |
Технология сварки нержавейки
Особенности сварки нержавейки предполагают использование специальной аппаратуры. В первую очередь следует подготовить поверхность свариваемого металла для операции. Для этого ее нужно обезжирить, убрать частички мусора и прочих лишних вещей, ликвидировать любой налет и ржавчину, если таковые имеются.

Процесс обезжиривания нержавейки
Затем нужно подобрать правильный режим, с которым будет вестись работа. Ведь тонкая ширина шва позволяет работать как с ювелирными изделиями, так и с толстыми промышленными листами, в зависимости от аппарата. Выставив технику на нужный уровень, следует поднести заготовку под луч лазера, или направить его на закрепленную деталь. Действия не должны быть медленными, так как лазер быстро расправляет металл.
Если луч постоянный, то он может испортить заготовку при слишком длительном воздействии.»
Для заделки трещин и прочих мелких процедур можно пользоваться только лучом для соединения частей, в иных случаях пригодится использование присадочной проволоки. После окончания, следует дать остыть без применения дополнительных средств для остужения.
Контроль качества сварного шва
Когда проводится лазерная сварка нержавейки своими руками для домашних целей, то контроль качества не всегда требуется. Но если предстоит использование в промышленных условиях, то следует провести одну или несколько из следующих процедур, которые соответствуют ГОСТ 18442-80:
- Капиллярная дефектоскопия;
- Ультразвуковая дефектоскопия;
- Радиационная дефектоскопия;
- Контроль магнитный;
- Контроль на проницаемость;
- Визуальный осмотр.
Для контроля используются только исправные приборы, прошедшие проверку, которая должна проходить не реже раза в год.»
Меры безопасности
Во время работы с лазером следует не допускать, чтобы на его пути попадались лишние предметы, так как он с легкостью перерезает или воспламеняет посторонние предметы. Следует четко выполнять инструкцию эксплуатации оборудования, чтобы не навредить здоровью. Чтобы уберечь металл от прожога, что касается преимущественно тонких листов, следует правильно придерживаться режима сварки.
Мощный лазер своими руками за один вечер

Кратко.
Здравствуйте дамы и господа. Сегодня я открываю серию статей, посвященных мощным лазерам, ибо хабрапоиск говорит, что люди ищут подобные статьи. Хочу рассказать, как можно в домашних условиях сделать довольно мощный лазер, а также научить вас использовать эту мощь не просто ради «посветить на облака».
Предупреждение!
мощность 500 китайских указок), который может нанести вред вашему здоровью и здоровью окружающих! Будьте предельно осторожны! Используйте специальные защитные очки и не направляйте луч лазера на людей и животных!
Узнаём.
На Хабре всего пару раз проскакивали статьи о портативных лазерах Dragon Lasers, таких, как Hulk. В этой статье я расскажу, как можно сделать лазер, не уступающий по мощности продаваемым в этом магазине большинству моделей.
Готовим.
Для начала нужно подготовить все комплектующие:
— нерабочий (или рабочий) DVD-RW привод со скорость записи 16х или выше;
— конденсаторы 100 пФ и 100 мФ;
— резистор 2-5 Ом;
— три аккумулятора ААА;
— паяльник и провода;
— коллиматор (или китайская указка);
— стальной светодиодный фонарь.
Это необходимый минимум для изготовления простой модели драйвера. Драйвер — это, собственно, плата которая будет выводить наш лазерный диод на нужную мощность. Подключать напрямую источник питания к лазерному диоду не стоит — выйдет из строя. Лазерный диод нужно питать током, а не напряжением.
Коллиматор — это, собственно, модуль с линзой, которая сводит всё излучение в узкий луч. Готовые коллиматоры можно купить в радиомагазинах. В таких уже сразу имеется удобное место для установки лазерного диода, а стоимость составляет 200-500 рублей.

Можно использовать и коллиматор из китайской указки, однако, лазерный диод будет сложно закрепить, а сам корпус коллиматора, наверняка, будет сделан из металлизированного пластика. А значит наш диод будет плохо охлаждаться. Но и это возможно. Именно такой вариант можно посмотреть в конце статьи.
Делаем.
Сначала необходимо добыть сам лазерный диод. Это очень хрупкая и маленькая деталь нашего DVD-RW привода — будьте аккуратны. Мощный красный лазерный диод находится в каретке нашего привода. Отличить его от слабого можно по радиатору большего размера, нежели у обычного ИК-диода.
Рекомендуется использовать антистатический браслет, так как лазерный диод очень чувствителен к статическому напряжению. Если браслета нет, то можно обмотать выводы диода тонкой проволочкой, пока он будет ждать установки в корпус.

Не перепутайте полярность! Лазерный диод также выйдет из строя мгновенно при неправильной полярности подводимого питания.
На схеме указан конденсатор 200 мФ, однако, для портативности вполне хватит и 50-100 мФ.
Пробуем.
Прежде чем устанавливать лазерный диод и собирать всё в корпус, проверьте работоспособность драйвера. Подключите другой лазерный диод (нерабочий или второй, что из привода) и замерьте силу тока мультиметром. В зависимости от скоростных характеристик силу тока нужно выбирать правильно. Для 16х моделей вполне подойдет 300-350мА. Для самых быстрых 22х можно подать даже 500мА, но уже совсем другим драйвером, изготовление которого я планирую описать в другой статье.
Выглядит ужасно, но работает!
Эстетика.
Собранным на весу лазером похвастаться можно только перед такими же сумасшедшими техно-маньяками, но для красоты и удобства лучше собрать в удобный корпус. Тут уже лучше выбрать самому, как понравится. Я же смонтировал всю схему в обычный светодиодный фонарь. Его размеры не превышают 10х4см. Однако, не советую носить его с собой: мало ли какие претензии могут предъявить соответствующие органы. А хранить лучше в специальном чехле, дабы не запылилась чувствительная линза.
Это вариант с минимальными затратами — используется коллиматор от китайской указки: 
Использование фабрично-изготовленного модуля позволит получить вот такие результаты:
Луч лазера виден вечером: 
И, разумеется, в темноте: 
Возможно.
Да, я хочу в следующих статьях рассказать и показать, как можно использовать подобные лазеры. Как сделать гораздо более мощные экземпляры, способные резать металл и дерево, а не только поджигать спички и плавить пластик. Как изготавливать голограммы и сканировать предметы для получения моделей 3D Studio Max. Как сделать мощные зеленый или синий лазеры. Сфера применения лазеров довольно широка, и одной статьёй тут не обойтись.
Точечно-искровой сварочный аппарат для ювелирных работ своими руками
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
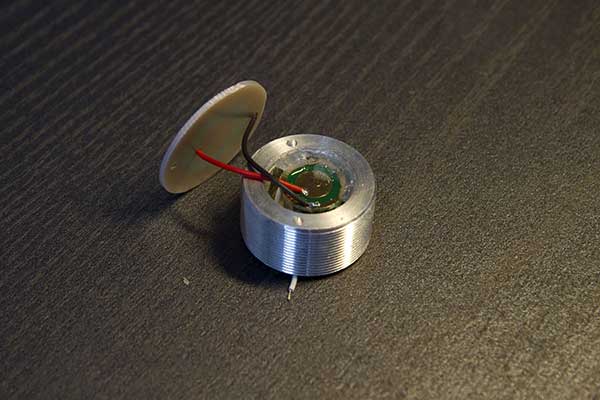
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
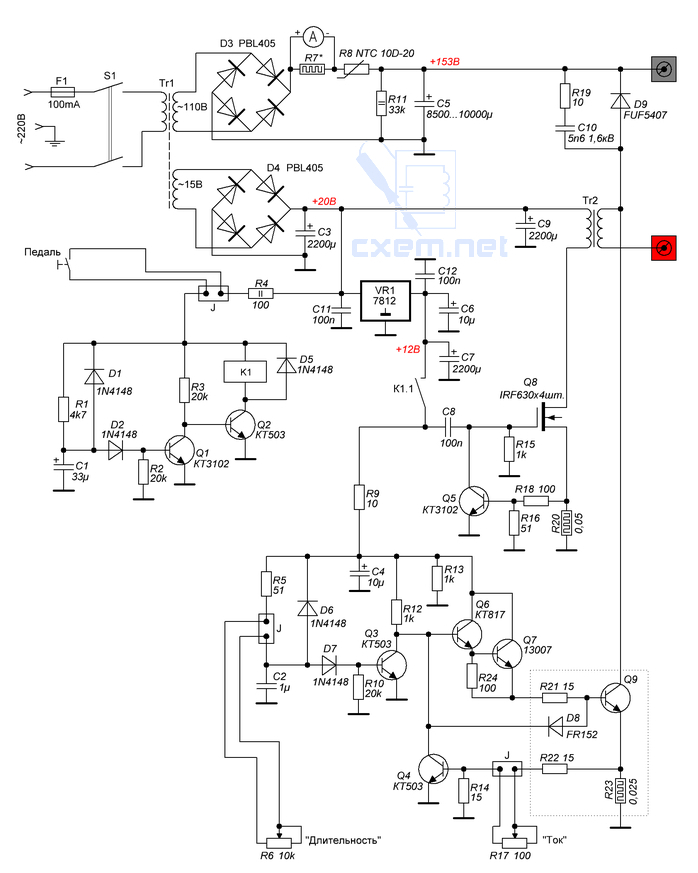
Рис.1
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 — датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
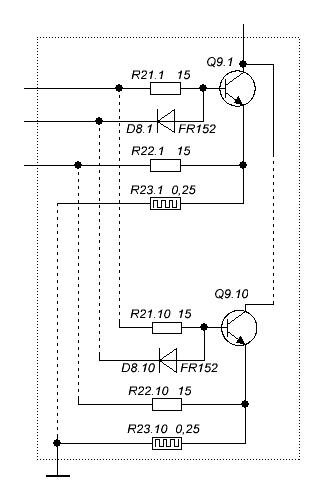
Рис.2

Рис.3
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
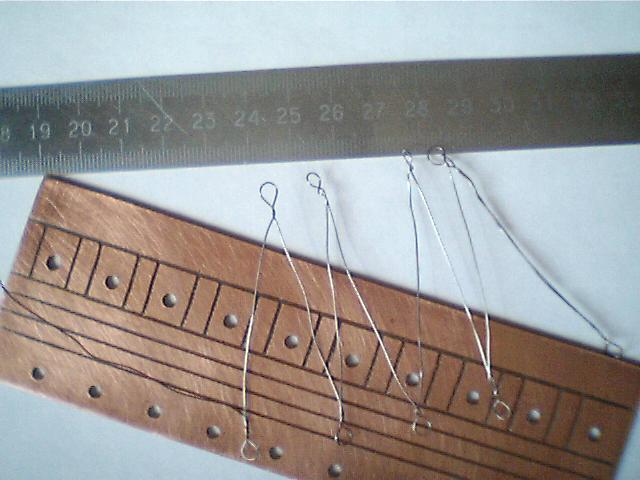
Рис.4
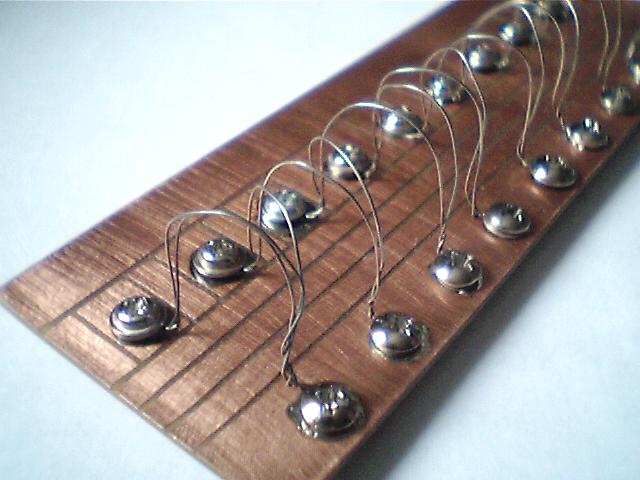
Рис.5
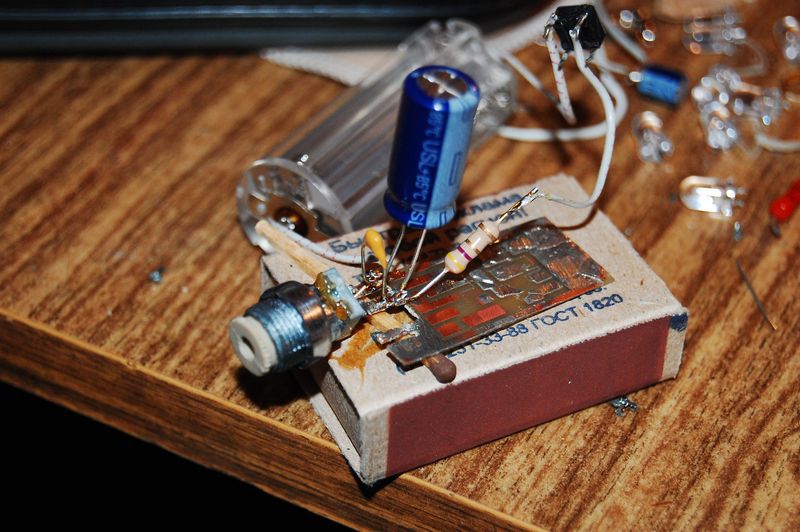
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
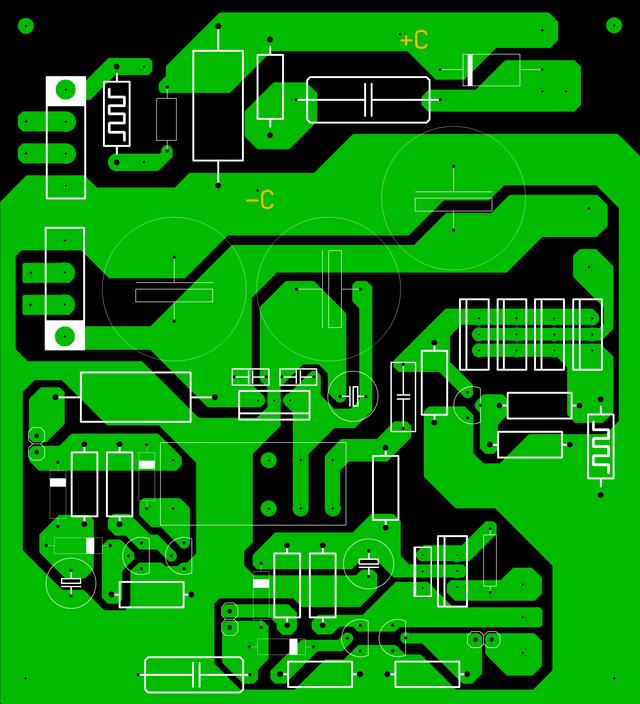
Рис.6
Рис.7
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
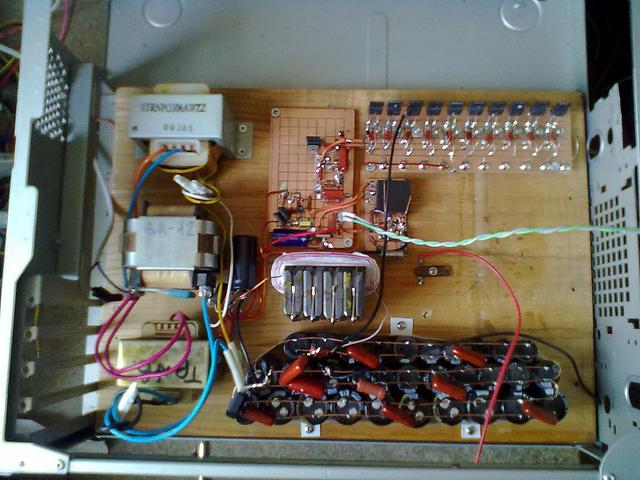
Рис.8

Рис.9
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке «родного» транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл «доработку» — вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Андрей Гольцов, r9o-11, г. Искитим, февраль-март 2015
Лазерная сварка металла
Лазерная сварка металла — один из самых новых методов создания неразъемных соединений. Он отличается исключительной точностью, производительностью и высоким качеством сварного шва. Нагрев и плавление металла в рабочей зоне проводится лазерным лучом. Метод позволяет сваривать разнородные материалы. Несмотря на высокую стоимость и сложность оборудования, популярность этого метода постоянно растет. Для домашних мастерских становятся доступны аппараты бытового уровня.

Технология лазерной сварки
Световой поток, генерируемый лазером, отличается монохромностью. Все волны потока, в отличие от солнечного спектра, имеют равные длины волн. Это облегчает управление потоком с помощью фокусировки линзами и отклонения призмами. В лазере возникает явление волнового резонанса, что многократно увеличивает мощность пуска.
Принцип действия лазерной сварки базируется на поглощении энергии пучка лазера металлом в рабочей зоне. При этом происходит сильный локальный нагрев.
Технология сварки лазером напоминает технологию газовой сварки. Подготовительные операции заключаются в механической обработке и химическом обезжиривании зоны соединения. Далее луч лазера направляется в начало шва, происходит нагрев металла, его плавление и образование сварочной ванны. Луч перемещается вдоль линии шва, за ним движется сварочная ванна и зона кристаллизации.

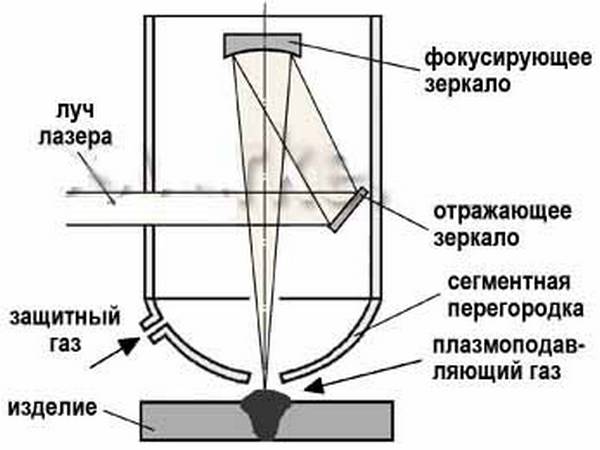
Схема лазерной сварки
После кристаллизации шов проводится зачистка шва от окалины и шлаков.
Лазерная сварка позволяет получить однородный, прочный и долговечный шов.
Условия и методы проведения процесса
Для достижения высокой мощности луча необходима его фокусировка. Она проводится в ходе серии последовательных отражений от переднего и заднего полусферических зеркал. Когда интенсивность пучка превышает пороговое значение, он проходит через центр переднего зеркала и далее, через систему направляющих призм, к рабочей зоне.
Лазерная сварка металлов может проводиться при различном взаиморасположении соединяемых заготовок. Глубину проплавления металла в рабочей зоне можно регулировать в широком диапазоне — от поверхностного до сквозного. Работу также можно вести непрерывным лучом или прерывистыми импульсами.
Способ позволяет сваривать как детали из тонкого листового проката, так и сложные профили и детали большой толщины.
Различают следующие виды процесса:
- В стык. Проводится без присадочных материалов и флюсовых порошков в защитной газовой атмосфере.
- Внахлест. Свариваемые кромки накладываются одна на другую. Требуется обеспечить прижим заготовок друг к другу.

Лазерная сварка в стык
Компактные аппараты бытового класса позволяют проводить лазерную сварку своими руками.
Аппараты лазерной сварки металлов
Для проведения точечной или сплошной лазерной сварки необходимо:
- лазер с источником питания ;
- блок оптической фокусировки;
- механизм перемещения луча в рабочей зоне;
- приспособления для подачи инертных газов для защиты рабочей области.
По конструкции активного излучателя все аппараты лазерной сварки разделяют на два типа:
- газовые;
- твердотельные.
Оба типа могут работать как в импульсном, так и в непрерывном режиме.
Лазеры с твердым активным элементом
Такие установки могут излучать световой поток как непрерывно, так и дискретными импульсами. Активный излучатель делают из розового искусственного рубина, смешивая оксид алюминия и ионы хрома. Торцы стрежня полируют, создавая на них зеркальные поверхности, отражающие свет. Ионы хрома, облучаемые излучением лампы накачки, переизлучает свет на частоте работы лазера.
Функционирование их проходит следующим способом:
- Стержнеобразный активный элемент помещен вместе с лампой накачки внутри рабочего корпуса.
- Энергия периодических вспышек лампы накапливается в активном элементе, фокусируясь и отражаясь от торцевых зеркал.
- По достижении порогового значения интенсивности светового пучка он проходит излучение рабочего импульса.

Лазер с твердым активным элементом
Аппараты с твердым активным телом работают на волне длиной 0,69 микрон. Мощность их достигает нескольких сотен ватт.
Аппараты с элементами на основе газовой среды
Установки с газообразным активным телом потребляют более высокое напряжение, и позволяет развивать большую мощность — до десятков киловатт. Лампа накачки облучает в таких приборах не твердотельный стержень, а газовую смесь в колбе. Для смеси используют углекислый газ, азот и гелий. Она находится под давлением в несколько атмосфер. Два (или более) электрода периодически инициируют электрический разряд в газовой смеси. Импульс так же усиливается многократным отражением от торцевых зеркал. Когда интенсивность достигает порогового значения, когерентный импульс проходит через полупроницаемое зеркало и сквозь оптическую систему направляется в рабочую зону.

Схема аппарата с элементом на основе газовой среды
Газовые установки работают с длинами волны около 10 микрон. Практический коэффициент полезного действия доходит до 15%
Особенности работы с тонкостенным металлом
При сваривании заготовок средней и большой толщины необходимо проплавление материала на всю толщину. Для этого используют излучение высокой интенсивности. Особенностью сварки лазером тонкостенных металлов является высокий риск прожигания листа. Чтобы избежать этого, необходимо строго контролировать следующие характеристики:
- мощность излучения;
- скорость движения луча;
- фокусировка рабочего пятна.
Сваривание тонкостенных заготовок проводят на минимальной мощности. При непрерывном режиме повышают скорость движения рабочего пятна. В импульсном режиме сокращают длительность импульса и повышают их скважность.

Лазерная сварка тонкостенных металлов
Если же на минимальной мощности плотность потока все равно слишком высока — используют преднамеренную расфокусировку луча. Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.
Различия в технологии для разных металлов
Существуют отличия в технологическом процессе для различных металлов и их сплавов.
При сваривании заготовок из стали требуется провести механическую зачистку от ржавчины и других загрязнений. Детали должны быть тщательно обезжирены и высушены. Присутствие в зоне шва влаги может привести к повышенной гидратации материала шва и снижению его прочности и долговечности.
Аналогичная механическая подготовка и обезжиривание требуется для большинства цветных металлов и сплавов.
Нержавеющие сплавы сваривать допускается только встык. Нахлест может привести к возникновению тепловых напряжений в материале.
Благодаря высокой скорости ведения луча в рабочей области не успевают образоваться окислы. Это позволяет сваривать нержавеющие и титановые сплавы без применения флюсовых порошков и атмосферы защитных газов. Эта уникальная способность делает лазерный метод незаменимым при сваривании особо ответственных конструкций атомной, аэрокосмической и оборонной индустрии.
Ручная сварка
Технический прогресс последних лет позволил создать компактный аппарат для ручной лазерной сварки. На рынке представлено множество моделей с различными параметрами и функциональностью.
Они позволяют провести:
- починку малогабаритных и миниатюрных конструкций;
- точечную сварку;
- наплавочные операции;
- ремонт небольших пресс-форм;
- пайку электронных компонентов;
- дезинфекцию медицинских изделий.

Стоимость таких аппаратов все еще значительная. Окупится он при условии большого объема работ.
Применение сварки лазером
Метод применяется для соединения особо ответственных конструкций либо в том случае, когда другими методами соединить заготовки не удается. Наиболее распространен метод в таких областях, как:
- Устройства высокой точности.
- Изделия из легких цветных металлов.
- Соединение чугунных заготовок.
- Сваривание пластика.
Весьма важная область применения лазерной сварки — оборонная промышленность.
Плюсы и минусы лазерной сварки
Основные достоинства метода следующие:
- ограниченная зона нагрева снижает риск коробления материала;
- при использовании гибких световодов возможна работа в узкостях и труднодоступных местах;
- сварочный аппарат без дополнительных модификаций применим для резки конструкций и раскроя листового металла;
- исключительное качество и долговечность швов;
- высокая производительность;
- отсутствие расходных материалов.
Минусы, как и у любой действующей технологии, также присутствуют:
- высокая стоимость аппарата;
- малый коэффициент полезного действия;
- высокие требования к образованию и опыту работника.
В конечном счете, сопоставляя преимущества и недостатки сварки лазером, все больше предприятий и даже небольших мастерских принимают решение о переходе на новую технологию.
Используемое оборудование
Несмотря на различные габариты и мощность, оборудование для лазерной сварки относится к одному из основных типов: с твердым или с газообразным рабочим телом. Они различаются лишь методом возбуждения светового излучения. С металлом оба типа станков лазерной сварки работают одинаково.
Твердотельные установки
Такие приборы чаще используются в режиме непрерывного излучения. Они характеризуются более высокими рабочими частотами и ограниченным КПД и мощностью. Твердотельные агрегаты чаще используют для сваривания малогабаритных и тонкостенных изделий.

Импульсный твердотельный лазер
Газовые аппараты
Если требуется соединять заготовки большой толщины, применяют устройства с газообразным рабочим телом. Излучение возбуждается в газовой среде электрическим разрядом. Такие аппараты сваривают детали до 20 миллиметров. Такой способ позволяет достичь высоких мощностей в луче и более высоких значений КПД. Однако устройство прибора более сложное, в нем используется хрупкая стеклянная колба.

Гибридные установки
Для сложных конфигураций свариваемых деталей и листов большой толщины были разработаны гибридные сварочные установки. Рядом с лазерной головкой в них располагается горелка электродугового полуавтомата.

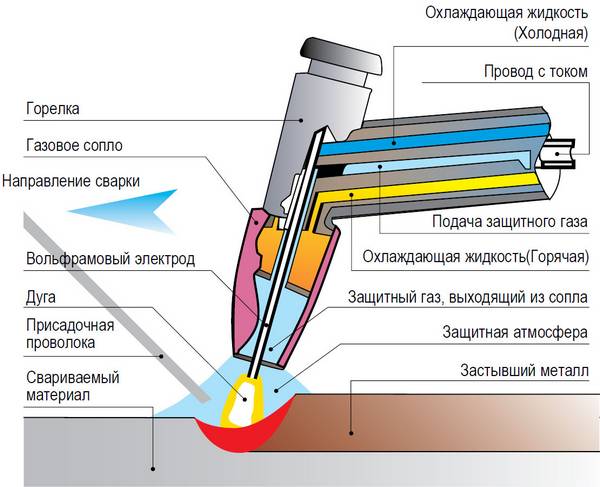
Гибридный лазерно-дуговой процесс сварки в среде защитного газа
Проволока используется в качестве присадочного материала и заполняет сварочный зазор, участвуя в формировании шовного материала.
Лазерная сварка своими руками
Если вам необходимо произвести высокоточное неразъемное соединение частей металлических изделий или конструкций, формы которых не должны претерпевать изменений в процессе сварки, лучше всего для такой цели подойдет лазерная сварка. Основные вопросы, которые возникают перед тем, кто планирует впервые применить лазерную сварку на практике, звучат приблизительно так:«Какое оборудование используется для лазерной сварки? Какие настройки необходимо выставить на сварочном аппарате при сварке металлов и стали? Можно ли производить лазерную сварку своими руками, не опасно ли это?»
- Технология лазерной сварки
- Типы применяемых лазеров
- Твердотельные
- Газовые
- Лазерная сварка металлов
- Лазерная сварка стали
- Ручная лазерная сварка
- Преимущества лазерной сварки
Технология лазерной сварки
Принцип лазерной сварки основан на том, что во время воздействия лазера на стыки металлических и стальных изделий происходит поглощение энергии, нагрев металла, его плавление и взаимодействие на атомном уровне. Затем металл кристаллизуется и возникает прочное сцепление – сварной шов. Для фокусировки энергии лазерного луча используются направляющие зеркала. Когерентное излучение лазера, имеющее минимальное расхождение, воздействует на точно рассчитанные участки металла в месте необходимого сцепления на больших расстояниях без потери качества.
При лазерной сварке проникновение в материал не превышает 2 мм. В месте фокусировки лазера металл нагревается и образуется цилиндрическое отверстие, которое заполняется ионизированным газом. Оно является эффективным поглотителем – захват 95% энергии лазера. Такое отверстие называют замочной скважиной, а температура в нем может достигать 25тыс°C, что гарантирует высочайшую степень эффективности сварки лазером при минимальном размере сварочного пятна. Соответственно, напряжения материала и его деформации в процессе сварки являются минимальными. Скорость лазерной сварки составляет до нескольких метров в минуту и более, то есть это наиболее быстрый вид сварки.
Типы применяемых лазеров
По типу активной среды лазерные установки подразделяются на твердотельные и газовые.
Твердотельные
Активная среда в твердотельном лазере – стержень из розового рубина (окись алюминия с примесями ионов хрома). Ионы хрома при облучении нагреваются и переходят в состояние возбуждения, отдавая затем запасенную энергию. Торцы рубинного стержня покрываются светоотражающим веществом (серебром), образовывая полупрозрачное и прозрачное зеркала, от которых отражаются ионы хрома и циркулируют по спирали вокруг рубинового стержня, возбуждая следующие ионы и образуя лавинообразный процесс. Происходит энергетический взрыв, который направляется параллельным пучком сквозь полупрозрачное зеркало и фокусируется линзой в точку сварки. Выходная мощность лазеров такого типа — 107 Вт, сечение луча — 1 см кв.
Недостатком твердотельного лазера при работе в импульсном режиме является низкий КПД – от 0.01 до 1%. Более высокий процент КПД достигается при работе в непрерывном режиме лазеров с другими разновидностями стержней.
Газовые
Уровень КПД и мощности газовых лазеров является существенным преимуществом по сравнению с твердотельными. Конструкция таких лазеров представляет собой заполненную газом трубку, с двух сторон ограниченную полупрозрачным и непрозрачным параллельными зеркалами. В трубку введены электроды, под воздействием разряда между которыми возникают быстрые электроны, возбуждающие молекулы газа. При их возвращении в стабильное состоянии происходит образование квантов света, которые фокусируются на место сварки. Газовые лазеры работают как в импульсном режиме, так и в непрерывном.

Лазерная сварка металлов
Лазерная сварка металлов больших толщин производится с глубоким проплавлением, то есть с образованием парогазового канала, что коренным образом отличается от сварки металлов малых толщин. Параметры, влияющие на глубину проплавления:
- мощность излучения;
- скорость сварки;
- характеристики фокусирующей системы;
- модовый состав;
- расходимость луча;
- распределение плотности в сечении луча.
Подбор мощности осуществляется по следующему принципу: минимальная цифра должна обеспечивать кинжальное проплавление, а при максимальном показателе не должно появляться дефектов при сварке, то есть шов должен быть хорошего качества. Диаметр фокуса пятна сварки — 0,5-1,0 мм, иначе падает эффективность сцепления. Высокую производительность и необходимые параметры сварки обеспечивает скорость 25-30 мм/с.

Лазерная сварка стали
Наибольшее распространение при изготовлении сварных конструкций получили низкоуглеродистые и низкоуглеродистые низколегированные стали, которые обладают отличной свариваемостью. Рекомендуемый режим лазерной сварки, который обеспечивает отсутствие появления трещин – высокоскоростной (30-40 мм/с). Мощность от 3 до 5 кВт, фокусное расстояние от 12 до 20 см, заглубление фокуса – 1,5 мм.
Лазерная сварка требует предварительной подготовки кромки стальных конструкций – очистки от окалины, ржавчины и удаление влаги. Сборка под сварку производится с максимально возможной точностью подгонки деталей и частей конструкции. В качестве защитного газа применяют гелий или его смесь с аргоном.

Ручная лазерная сварка
В последнее время разработаны компактные сварочные системы, работающие в ручном режиме сварки, с программируемыми настройками. Используя такое оборудование можно производить:
- точечную сварку «встык»;
- лазерную наплавку и ремонт пресс-форм;
- обработку деталей и элементов медицинского оборудования;
- ремонт ювелирных изделий;
- поверхностное упрочнение материалов;
- сварку в микроэлектронике.

Преимущества лазерной сварки
Среди всего разнообразия технологий сварки, лазерную выделяют следующие особенности:
- высокая производительность и скорость процесса;
- зона термического воздействия, ограниченная малым диаметром фокусировки лазера;
- легкость управления установками и их быстрая перепрограммируемость;
- экологичность;
- высококачественное, надежное и сверхточное соединение металлов;
- возможность сцепления в труднодоступных местах.
На видео представлена лазерная сварка, выполняемая на различном оборудовании – полностью автоматизированном немецком комплексе и ручной программируемой системе.