Набор разверток по металлу
Набор разверток по металлу
Развёртки





Твердосплавные машинные развертки с цилиндрическим хвостовиком
Операция развёртывание – это операция, выполняемая осевым много лезвийным (многозубым) инструментом развёрткой с большой минутной подачей. Данный вид обработки обеспечивает высокое качество обработанной поверхности (нормальное-Ra3,2…0,8; точное- Ra1,6…0,4; тонкое-Ra0,8..0,2) и высокую геометрическую и размерную точность обрабатываемого отверстия (класс точности до IT6 по стандарту ISO). Все выше перечисленные достоинства делаю этот вид обработки предпочтительным при массовом производстве или обработки отверстий малого диаметра. Разворачивание превращает операции обработки высокоточных отверстий в секундное дело, не требующее наличие высокой квалификации работника, как в случае с растачиванием отверстий и исключается человеческий фактор. Еще одни неоспоримым плюсом разверток является их универсальность к применяемому оборудованию, то есть они могут использоваться на токарных, фрезерных, расточных, сверлильных станках и получать высокоточные отверстия в независимости от состояния и класса точности станочного парка при соблюдении определенных требований, о которых будет сказано позже.
Теперь поговорим по подробнее об твердосплавных развертках представленных в нашем интернет магазине.Высококачественный особо мелкозернистый твердый сплав швейцарского производства, из которого изготовлены развертки 7Leaders, позволяет вести обработку с большими скоростями резания, уменьшая машинное время и удешевляя себестоимость, выпускаемой Вами продукции, сохраняя при этом долгий ресурс и безупречную надёжность инструмента. Наши развертки изготовлены на Тайване, а значит, имеют наилучшее сочетание цена-качество среди конкурентов.
Станочные развертки серии R300 представляют собой твердосплавные развёртки без покрытия с прямыми лезвиями. Они предназначены для обработки глухих отверстий. Серия R301 отличается от предыдущей тем, что эти развертки предназначены для обработки сквозных отверстий имея для этого спиральные режущие кромки. R302 удлиненная серия для сквозных отверстий. Серия R308 для сквозных отверстий с шагом по диаметру в 0,1 мм. Серия R309 для сквозных отверстий с шагом по диаметру в 0,01 мм. Все эти развертки можно купить прямо сейчас, они имеются в наличии на нашем складе в Москве.
Как обещалось ранее, приводим краткий перечень требований и рекомендаций при развёртывании для достижения наилучших результатов:
- Не допускаются значительные смещения (отклонение соосности) и перекосы предварительного отверстия.
- При наличии дефектов на поверхности предварительного отверстия (каверны в литье, сварной шов и т.п.) увеличьте припуск на развертывание для устранения влияния поверхностных дефектов.
- Слишком маленький припуск на разворачивание приведет к ухудшению качества обрабатываемой поверхности и не возможности получить требуемый допуск на размер отверстия.
- Слишком большой припуск под развёртку приведет к снижению ресурса инструмента.
- Скорость резания должна быть относительно не большой для сохранения стойкости инструмента.
- Подача не оказывает такого значительного влияния на стойкость инструмента как скорость резания, поэтому для уменьшения времени обработки «Экономика машиностроения» говорит, что подача должна быть максимально возможной.
- Всегда при развертывании применяйте СОЖ и следите за её концентрацией с помощью рефрактометра.
- Используйте для обработки сквозных отверстий развертки со спиральными лезвиями, а для глухих с прямыми.
Если Вы затрудняетесь с выбором необходимой развертки, позвоните нам! Наши сотрудники с радостью помогут Вам подобрать инструмент, исходя из Ваших задач.
Виды и характеристики развертки по металлу
Развертка по металлу — чистовой инструмент, который нужен для финишной обработки просверленных отверстий. Это нестандартный вид оснастки для сверлильных инструментов, которая внешне похожа на сверла.
 Развертка по металлу
Развертка по металлу
Характеристики и назначение развертки по металлу
Инструмент применяется для развертывания отверстий в металлических деталях. Технологическая операция позволяет получить определенный уровень шероховатости стенок отверстия, его точную геометрию. Дополнительные задачи — очистка от заусенцев, калибровка.
Характеристики цилиндрической оснастки:
- Диапазон диаметров — от 3 до 50 мм.
- Длина — от 80 до 360 мм.
- Длина рабочей части — до 190 мм.
- Величина заднего угла — от 5 до 12 градусов.
- Величина переднего угла — от 5 до 10 градусов.
Размеры конической оснастки:
- Общая длина — от 55 до 170 мм.
- Длина рабочей части — до 90 мм.
- Диапазон диаметров конуса — от 6,39 до 45,715 мм.
Конструкция развертки по металлу
- Хвостовик. Нужен для закрепления в специальных воротках, патронах дрели или сверлильного станка.
- Переходная шейка. Это серединная часть, которая расположена между хвостовиком и рабочим наконечником.
- Рабочая часть. На ней расположены зубья, которые снимают тонкий слой материала.
Также нужно уделить внимание устройству рабочей части. Она состоит из нескольких зон:
- Заднего конуса. В этом месте режущие зубья примыкают к переходной шейке.
- Калибрующей зоны. Она нужна для калибровки. Из граней режущих зубьев образуется цилиндрическая ленточка, которая повышает стойкость инструмента.
- Заборной зоны. Начинается с направляющего корпуса. Каждый режущий зуб имеет острую режущую кромку. Она нужна для выборки слоя материала.
Для отведения стружки из рабочей зоны между зубьями прорезаны специальные канавки. По форме они могут быть винтовыми или прямыми.
Виды развертки по металлу
- Насадная. Трубка с острыми зубьями на внешней стороне. В центре находится функциональное отверстие для закрепления хвостовика. Чаще применяется для работы на сверлильных станках.
- Цельная. Монолитная оснастка. Может изготавливаться из инструментальной или быстрорежущей стали.
- Нерегулируемая. Имеет фиксированный диаметр, которые невозможно изменить дополнительными насадками.
- Комбинированная. Сочетает два инструмента. У нее есть две рабочих поверхности. Благодаря этому расширяется функционал.
- Регулируемая. Универсальная оснастка, максимальный диаметр которой — 50 мм. Это специальный инструмент, у которого можно регулировать диаметр рабочей части.
- Цилиндрическая. Стандартная оснастка, применяемая для обработки обычных отверстий.
- Шило. Подходит для обработки отверстий в мягких металлах. Может быть двух видов. Разборная — ручной инструмент, состоящий из двух частей (острия и ручки). При необходимости диаметр отверстий можно расширить до 14 мм. Четырехгранное шило — второй вид ручного инструмента. От стандартного шила отличается четырехгранным острием малого диаметра.
- Коническая. Подходит для обработки конических, стандартных отверстий. По форме эта оснастка похожа на вытянутый конус со спиленной вершиной.
- Ручная. Оснастка для установки в воротки. Имеет квадратный хвостовик. Максимальный диаметр — 50 мм. Чем больше диаметр, тем сложнее работать с таким инструментом.
- Ступенчатая. Похожа на коническую развертку, но имеет несколько ступеней с выступами по всей длине конуса.
- Машинная. Оснастка для работы с электроинструментами, сверлильными станками. Может иметь цилиндрический или конический хвостовик.
В технической литературе можно встретить классификацию по другим критериям — форме канавок (винтовые или прямые), количеству режущих зубьев (от 6 до 16), материалу.
Развертка изготавливается из быстрорежущей или инструментальной легированной стали. Популярные виды — 9ХС, Р9, Р18.
Принципы выбора развертки по металлу
Чтобы выбрать хорошую развертку для финишной обработки отверстий в металлических деталях, нужно знать критерии, на которые требуется обратить внимание. Также рекомендуется изучить преимущества и недостатки, производителей оснастки.

Критерии выбора развертки по металлу
- Если нужно постоянно заниматься подобными работами, лучше купить набор качественных разверток, чтобы не возникало проблем с отсутствием определенных диаметров.
- Для финишной обработки глубоких отверстий рекомендуется докупить оснастку с удлиненной оправкой. Если такой возможности нет, подойдет развертка с удлиненной рабочей частью.
- Если отверстие прерывистое, имеет шпоночный паз, нужно выбирать инструмент с винтовым расположением зубьев, канавок.
- Если нужно выполнять обработку отверстий ручным инструментом, понадобится оснастка с квадратным хвостовиком.
Чтобы добиться максимальной точности от обработки отверстий в металле, рекомендуется покупать развертку с соосником — направляющей, которая находится перед наконечником рабочей зоны с режущими зубьями.
Преимущества и недостатки развертки по металлу
- Высокая точность обработки.
- Возможность выполнения разных технологических операций.
- Доступность. Оснастку можно купить в любой строительном магазине.
Серьезных недостатков у такой оснастки выделить нельзя.

Производители и цены развертки по металлу
- «АвтоДело».
- Rock FORCE.
- Licota.
- GRIFF.
- Bahco.
- «ВИЗ».
- «ТЕХМАШ».
- «Русский инструмент».
Цена — 800 рублей.
Принципы эксплуатации развертки по металлу
- Перед началом обработки отверстий в чугунных деталях, нужно зачистить торцы, чтобы не затупить оснастку.
- Чтобы увеличить эффективность обработки отверстий, нужно обточить торцевые прилегающие поверхности. Это позволит эффективнее задействовать каждый режущий зуб.
- Припуск для чистового прохода — до 0,05 мм. Для чернового — до 0,15 мм.
- При обработке чугуна нужно использовать сжатый воздух или керосин. Они нужны для охлаждения рабочей зоны, вымывания металлического порошка.
- Чтобы увеличить долговечность оснастки, применять ее эффективнее, нужно использовать специальные охлаждающие жидкости.
Металлорежущий инструмент нужно извлекать из обработанных отверстий медленно, плавно.
Изготовление развертки по металлу своими руками
Самодельные развертки по металлу встречаются редко. Связано это с большими сложностями в их изготовлении (требуется специальное оборудование, определенные виды стали), малой надежностью, эффективностью. Проще купить готовую оснастку. При необходимости можно изготовить ручное шило для расширения отверстий в мягких металлах, других видах материалов.
Развертка — оснастка для ручных, электроинструментов, промышленного оборудования, применяемая при финишной обработке отверстий в металле. При покупке лучше выбирать продукцию известных брендов, чтобы получить качественный инструмент.
Набор разверток по металлу

Артикул: 58492, Цена: 65,50 руб.
Название: Развертка d 1,0 ц/х машинная цельная
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 39981, Цена: 49,50 руб.
Название: Развертка d 1,04 ц/х машинная цельная
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 39982, Цена: 46,50 руб.
Название: Развертка d 1,05 ц/х машинная цельная
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30404, Цена: 47,00 руб.
Название: Развертка d 1,06 ручная цилиндр
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30400, Цена: 47,00 руб.
Название: Развертка d 1,07 ручная цилиндр
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30401, Цена: 47,00 руб.
Название: Развертка d 1,08 ручная цилиндр
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30403, Цена: 47,00 руб.
Название: Развертка d 1,09 ручная цилиндр
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30397, Цена: 51,00 руб.
Название: Развертка d 1,13 ручная цилиндр.
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30398, Цена: 51,00 руб.
Название: Развертка d 1,14 ручная цилиндр.
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30399, Цена: 51,00 руб.
Название: Развертка d 1,15 ручная цилиндр.
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 39983, Цена: 86,50 руб.
Название: Развертка d 1,2 ц/х машинная цельная
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 50079, Цена: 135,00 руб.
Название: Развертка d 1,4 H7 ц/х машинная цельная Р6М5 (8х40)
Описание: Lр.ч х Lобщ. (8х40мм)
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 50080, Цена: 135,00 руб.
Название: Развертка d 1,4 H8 ц/х машинная цельная Р6М5 (8х40)
Описание: Lр.ч х Lобщ. (8х40мм)
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30377, Цена: 51,00 руб.
Название: Развертка d 1,42 ручная цилиндр.
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 30378, Цена: 51,00 руб.
Название: Развертка d 1,43 ручная цилиндр.
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Артикул: 58493, Цена: 135,00 руб.
Название: Развертка d 1,6 ц/х машинная цельная
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Артикул: 58116, Цена: 804,50 руб.
Название: Развертка d 10,5 H7 к/х машинная цельная ВК8 прям.пласт.
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Артикул: 56974, Цена: 494,00 руб.
Название: Развертка d 11,0 H 9 к/х машинная Р6М5
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 8136, Цена: 494,00 руб.
Название: Развертка d 11,0 H7 к/х машинная Р6М5
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 50360, Цена: 494,00 руб.
Название: Развертка d 11,0 H7 к/х машинная Р6М5 (41х175)
Описание: Lр.ч х Lобщ. (41х175мм) КМ1
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 50228, Цена: 494,00 руб.
Название: Развертка d 11,0 H8 к/х машинная Р6М5 (41х175)
Описание: Lр.ч х Lобщ. (41х175мм) КМ1
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Артикул: 58117, Цена: 796,50 руб.
Название: Развертка d 11,0 H8 к/х машинная цельная ВК8 прям.пласт.
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 50229, Цена: 494,00 руб.
Название: Развертка d 11,0 H9 к/х машинная Р6М5 (41х175)
Описание: Lр.ч х Lобщ. (41х175мм) КМ1
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 50143, Цена: 327,00 руб.
Название: Развертка d 11,0 H9 ц/х машинная цельная Р6М5 (41х142)
Описание: Lр.ч х Lобщ. (41х142мм) dхв=10мм
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Артикул: 56976, Цена: 470,00 руб.
Название: Развертка d 11,0 А3 к/х машинная
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Артикул: 56977, Цена: 494,00 руб.
Название: Развертка d 11,0 №1 к/х машинная Р18 с припуском под доводку (поле допуска:+0.025/+0.016)
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 34236, Цена: 333,00 руб.
Название: Развертка d 11,0 №1 к/х машинная с припуском под доводку поле допуска:+0.025/+0.016
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 28886, Цена: 494,00 руб.
Название: Развертка d 11,0 №2 к/х машинная Р18 с припуском под доводку (поле допуска:+0.034/+0.025)
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.

Артикул: 23095, Цена: 333,00 руб.
Название: Развертка d 11,0 №2 к/х машинная с припуском под доводку поле допуска:+0.034/+0.025
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Артикул: 56975, Цена: 494,00 руб.
Название: Развертка d 11,0 №3 к/х машинная Р18 с припуском под доводку (поле допуска:+0.046/+0.034)
Описание: —
Для подробной информации нажмите на название товара
Минимальная сумма заказа 2000 руб.
Развёртки
Для обработки сквозных отверстий, продольными канавками на хвостовике для подвода СОЖ, неравномерным шагом зубьев, прямыми канавками. Хвостовик с допуском h6 для установки в гидропластовый или термопатрон.









Для обработки сквозных отверстий,
с продольными канавками на хвостовике для подвода СОЖ,
с неравномерным шагом зубьев,
с прямыми канавками.
Цилиндрический хвостовик с допуском h6 для установки в гидропластовый или термопатрон.


Для обработки сквозных отверстий,
с продольными канавками на хвостовике для подвода СОЖ,
с неравномерным шагом зубьев,
с прямыми канавками.
Цилиндрический хвостовик с допуском h6 для установки в гидропластовый или термопатрон.

Для обработки глухих отверстий,
с осевым каналом под СОЖ,
с неравномерным шагом зубьев,
с прямыми канавками.
Цилиндрический хвостовик с допуском h6 для установки в гидропластовый или термопатрон.

С прямой канавкой.
С неравномерным шагом зубьев.

С неравномерным шагом зубьев.
Направляющие ленточки винтовые левые.

Продажа твёрдосплавных развёрток оптом и изготовление под заказ
У нас вы можете купить оптом высокоточные развёртки промышленного назначения из стандартного номенклатурного каталога. Компания «АНАЙ Росс» – производитель монолитного твёрдосплавного металлорежущего инструмента европейского качества. Производство расположено в Санкт-Петербурге.
Мы предлагаем изготовление и поставку металлорежущего инструмента в стандартном исполнении и по индивидуальным требованиям заказчика.
Развёртки крайне востребованы при производстве механического оборудования с особыми требованиями к точности обработки отверстий – станкостроение, производство двигателей внутреннего сгорания, оборудование, применяемое в авиационной промышленности, пневматическая и гидравлическая техника и другие ответственные производства. Применение развёрток позволяет добиться высокого качества поверхности идеальной цилиндрической формы, с максимальными допусками на точность и прямолинейность, с шероховатостью 0,0005 мм.
Виды и особенности развёрток
Развёртка или развёртываемый инструмент как осевой многолезвийный режущий инструмент, применяется для чистовой обработки ранее подготовленных отверстий (после операций сверления, растачивания), увеличения их диаметра и достижения высокой точности и качества внутренних поверхностей.
Развёртки имеют большое число зубьев и, как следствие, лучшее направление в отверстии и снимают относительно малый припуск. С целью достижения минимального значения шероховатости поверхности при работе по стали используют малую скорость резания, для уменьшения вероятного нароста на режущей части.
Для получения отверстий высокой точности развёртки изготавливают с более жёсткими допусками, чем другой инструмент.
Виды развёрток разделяют по следующим признакам:
- Вид привода – ручные и машинные;
- Способ крепления – хвостовые и насадные;
- Вид обрабатываемого отверстия – цилиндрические и конические;
- Материал развёртки – быстрорежущая сталь, твёрдосплавные и алмазные;
- Конструкция – цельные и сборные (со вставными ножами).
Развёртки применяют для обработки отверстий на сверлильных, токарных, револьверных, координатно-расточных и других станках. Хвостовики развёрток бывают цилиндрические и конические.
Мы предлагаем купить развёртки из твёрдого сплава нескольких распространённых видов применения:
- Для обработки сквозных и глухих отверстий, с продольными канавками на хвостовике для подвода СОЖ, с неравномерным шагом зубьев, с прямыми канавками. Цилиндрический хвостовик с допуском h6 для установки в гидропластовый или термопатрон.
- Цилиндрические или прямые развёртки – их используют для обработки стандартных прямых отверстий. Режущая кромка и канавка прямая или винтовая.
- Для работы по стали и алюминию и его сплавам
Применение развёрток на производстве
У нас вы можете заказать машинные твёрдосплавные развёртки диаметром от 3,0 до 20,0 мм, а также нестандартные изделия данного вида металлорежущего инструмента. Развёртки отличаются по группам и могут обрабатывать различные металлы и сплавы.
- углеродистые улучшенные и цементированные;
- автоматные;
- легированные улучшенные и цементированные;
- азотированные;
- инструментальные;
- быстрорежущие (инструментальные);
- рессорно-пружинные;
- закалённые;
- нержавеющая, в том числе жаропрочная;
- аустенитные и мартенситные стали.
- серый,
- отбеленный,
- высокопрочный и ковкий,
- GKV и ADI.
Сплавы цветных металлов:
- титановые,
- магниевые,
- медь низколегированная,
- латунь и бронза с короткой и длинной стружкой,
- деформируемые сплавы алюминия,
- алюминиевые сплавы
- алюминиево-кремниевые сплавы (силумины)
- термореактивные,
- термопластичные.
- углепластик,
- стеклопластик.
Купить развёртки оптом и на заказ вы можете, оставив заявку на сайте через форму обратной связи, или обратившись по телефону в СПб: +7 (812) 640-50-59.
Развертки по металлу: основные разновидности и особенности применения
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.

Развертки по металлу
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
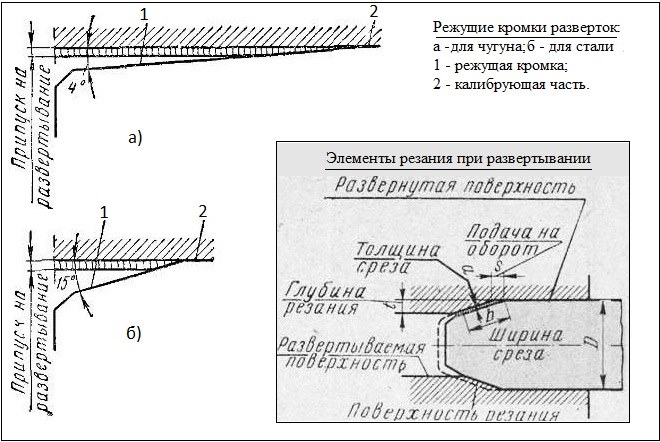
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
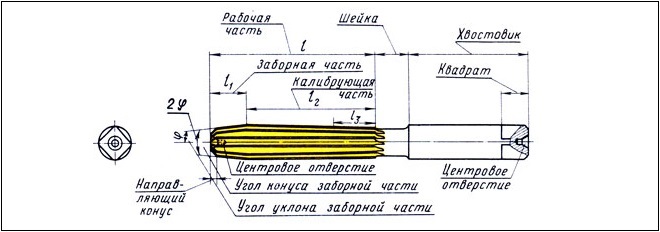
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
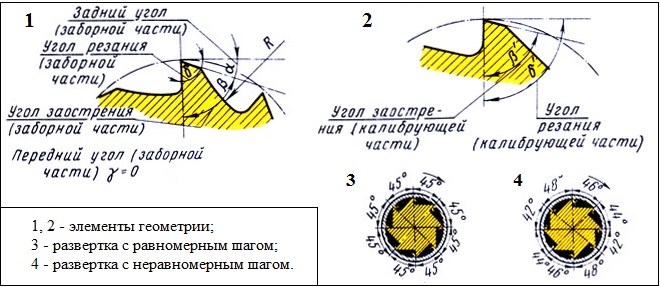
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
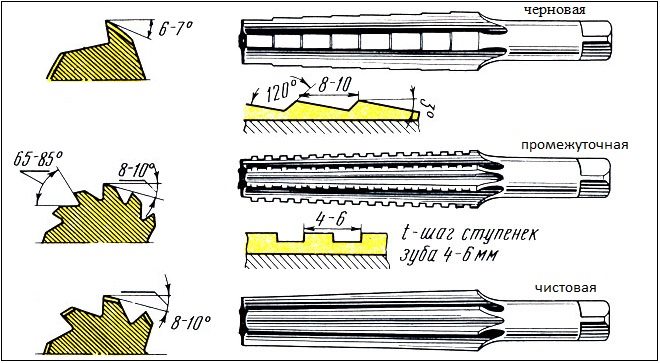
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
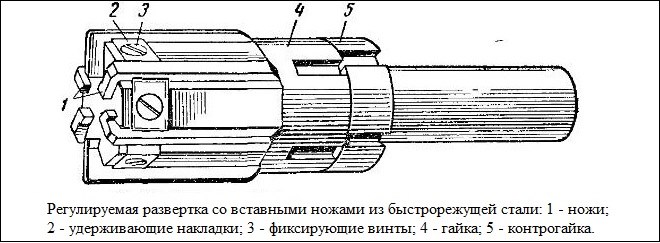
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
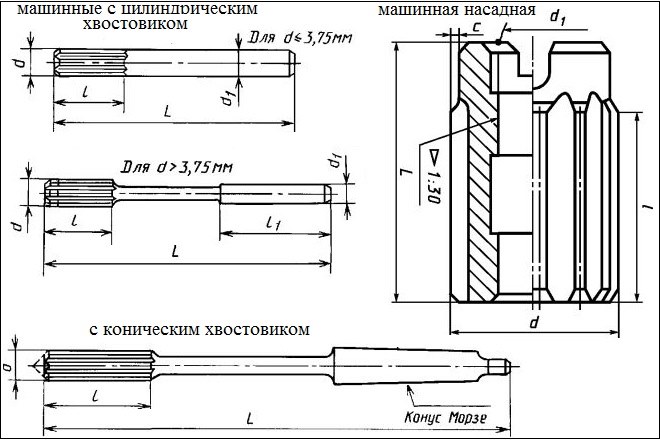
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.

Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
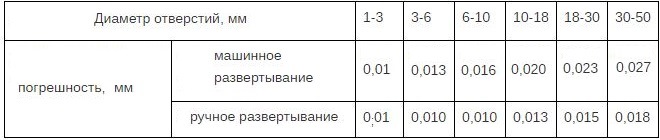
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Производство разверток
Развёртки — описание, виды
Развёртка является металлорежущим инструментом, который можно применять для конечной обработки просверленных отверстий. Она помогает привести их к необходимой геометрической формы и сгладить неровности на поверхности. Для выполнения данных действий применяются разные виды развёрток. Их выбор зависит от требований к качеству готового изделия и условий работы. Изготовление развёрток на заказ является распространённой услугой.

Принцип действия
После использования развёртки получаются отверстия, которые соответствуют определённым параметрам. Квалитет держится в промежутке между 6 и 9, а шероховатость расположена в интервале между 0,32 и 1,25 мкм по показателям Ra. Во время выполнения работы с поверхности материала можно снять определённый припуск (этому способствует от 4 до 14 режущих кромок), за счёт этого и достигается необходимое качество обработки. Ручная и механическая развёртка работает не только от вращения, также она обрабатывает отверстия при помощи подачи инструмента по направлению к оси. Благодаря такой конструкции с поверхности можно снимать совсем тонкие слои материала (до десятых и сотых мм).
Отверстия, которые получаются в итоге могут быть двух основных форм. Если применяется ручная или машинная цилиндрическая развёртка, то и отверстия будут в форме цилиндра. При использовании конических инструментов отверстия получатся в форме конуса. В классическом виде оба вида развёрток имеют схожую конструкцию:
- рабочая часть (она и выполняет основные задачи);
- переходная шейка;
- хвостовик, который надёжно фиксирует инструмент в воротке.
Рабочая поверхность, в свою очередь, выполнена из следующих элементов:
- главная режущая кромка;
- ленточка;
- передняя поверхность;
- задняя и затыловочная поверхность.
Кроме перечисленных элементов конструкции на развёртке также присутствуют режущая часть (или заборная), элементы, при помощи которых выполняется калибровка, также задний корпус. На рабочей части инструмента расположены зубья, между которых находятся небольшие канавки. Они не только позволяют обеспечивать хорошие режущие свойства, но и выполняют отвод стружки, которая появляется в процессе работы. При производстве ручных инструментов зубьями покрывается вся окружность детали, чтобы улучшить качество обработки и ускорить её по времени.
Основные разновидности развёрток
На точность и качество обработки развёрткой материалов влияет много факторов. Среди них можно выделить:
- разнообразие режимов;
- особенности конструкции;
- уровень заточки и доводки режущей кромки;
- размер необходимого припуска.
Разновидность развёртки строго регламентируется ГОСТом. Разделение на виды происходит по следующим параметрам:
- тип отверстия, которое необходимо обработать;
- способ, которым элемент закрепляется в процессе;
- материал, использовавшийся при производстве;
- особенности конструкции зубьев и способ их расположения;
- возможность регулирования детали по форме отверстия.
Основные виды развёрток:
- цилиндрическая ручная с хвостовиком;
- цилиндрическая машинная с хвостовиком;
- насадная со вставными зубьями;
- ручная (регулируемая, цельная, специальная или котельная).
Самыми универсальными развёртками считаются разжимные или регулируемые. Также очень удобна в использовании цилиндрическая развёртка, в конструкции которой имеется специальный хвостовик.
Различие между ручными и машинными развёртками
Основная часть ручной развёртки выполнена в форме цилиндра или конуса. Также она имеет режущие зубья с острыми гранями, которые располагаются по всей длине и окружности детали. Диаметральный диапазон такого инструмента варьируется от 3 до 58 мм, а шаг равен 1 мм (в некоторых случаях можно изготовить модели с шагом до 15,5 мм). Профессионалы, которым много приходится работать с развёртками, предпочитают иметь у себя в оснащении огромный набор разновидностей. Это позволяет эффективно обработать отверстия любого диаметра.
Машинные развёртки имеют в конструкции хвостовик, который создан для крепления приспособления к станку, поэтому использовать их вручную не получится. Производство развёрток предполагает использование исключительно быстрорежущей стали. На данный момент самыми качественными развёртками, которые очень редко можно отыскать в магазинах, являются модели, изготовленные ещё во времена СССР. Для их производства был использован самый лучший металл, поэтому они отличаются высокой прочностью.
Процесс производства
Изготовление развёрток по металлу выглядит следующим образом:
- заготовка отрезается на токарном станке и зашлифовывается;
- обрабатывается само отверстие и первый торец;
- происходит центрование, а затем просверливание насквозь;
- обработка второго торца и наружного диаметра детали, обточка её с наружной части;
- подрезание торца, подправление фаски и расточка выточки;
- фрезеровка шпоночного паза и фрезерных канавок;
- закалка при высоких температурах и шлифовка с наружной стороны;
- заточка передней и задней поверхности зубьев с использованием заборного конуса;
- шлифовка обратного конуса и зубьев с наружной стороны;
- цианирование в полуавтоматическом режиме.
Процесс ценообразования
Стоимость готовых развёрток зависит от нескольких факторов:
- качество материала, который использовался при производстве;
- вид и типа самой развёртки;
- размер, форма и диаметр изделия;
- форма и расположение зубьев;
- возможность регулировки развёртки в зависимости от отверстия.
Развёртка — это важный инструмент, без которого невозможно выполнить качественную обработку отверстий. Работает она при помощи зубьев и канавок, размер и форма полученного отверстия зависит от разновидности самого инструмента. Можно использовать как при ручной, так и при машинной работе.
- Винтовые сваи 76 мм: конструктивные особенности и монтаж
- Быстрый ремонт труб с помощью хомутов без сварки
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок