Подготовка к работе сверл
Подготовка к работе сверл
Подготовка сверлильного инструмента к работе
Заточка сверл производится при помощи абразивных материалов на универсально-заточных станках, оснащенных соответствующими приспособлениями. Заточка сверл вручную не обеспечивает достаточной точности, поэтому не рекомендуется.
Спиральные сверла затачивают по задним поверхностям, в результате чего образуются две симметричные прямолинейные режущие кромки одинаковой длины.
Задние поверхности сверла представляют собой части поверхностей двух конусов, поэтому при их заточке приспособление устанавливают под углом к плоскости круга ( рис. 121 ). Сверло 2, закрепленное фиксатором 3, совершает колебательное движение относительно оси конуса заточки. Для этого фиксатор снабжен цапфой, поворачивающейся в подшипнике 5. В процессе заточки сверло подают винтом 4 на вращающийся шлифовальный круг 1 и оно движется возвратно-поступательно по его торцовой поверхности круга. После заточки одной режущей кромки сверло поворачивают на 180 ° и затачивают вторую режущую кромку.

Рис. 121. Заточка спиральных сверл:
a — с конической режущей частью; б — заточка главных режущих кромок и подрезателей; в — заточка направляющего центра; 1 — шлифовальный круг; 2 — сверло; 3 — фиксатор; 4 — подающий винт; 5 — подшипник
Заточку сверл с подрезателями й направляющим центром осуществляют в приспособлении, показанном на рис. 121 б, в. Сверло устанавливают в поворотную втулку, закрепляют и надвигают на периферию вращающегося крута винтом, который упирается в торец хвостовика сверла. В этом случае затачивают заднюю поверхность первой режущей кромки. Для заточки подрезателя с внутренней стороны втулку разворачивают относительно оси на угол 30 °. Для заточки направляющего центра сверло разворачивают в противоположную сторону на угол 10 °. Для заточки второй задней поверхности подрезателя и направляющего центра втулку устанавливают в исходное положение, а сверло разворачивают на 180 °. Заточку двух других граней направляющего центра производят, развернув приспособление на 180 ° к горизонтальному диаметру абразивного круга и подведя одну из граней направляющего центра к кругу. После ее заточки сверло разворачивают на 180 ° и загачивают последнюю, четвертую грань.
Для заточки сверл используют круги зернистостью 25-40 на керамической связке, твердостью СМ — СТ, прямого ПП или конического ЗП профилей.
Правильность заточки контролируют угломерами (рис. 122). Качество заточки сверл оказывает решающее влияние на точность сверления, поэтому обе режущие кромки сверла должны иметь одинаковую длину и одинаковый наклон к оси сверла. Середина поперечной кромки должна совпасть с осью сверла. Даже незначительное отклонение в симметрии расположения режущих кромок или направляющего центра вызывает биение сверла и неточность произведенного отверстия.

Рис. 122. Контроль элементов сверл после заточки:
а — угла при вершине; б — направляющего центра и подрезателей; в — угла при вершине и длины режущих кромок
Сверла, подготовленные к работе, должны удовлетворять следующим требованиям. На поверхности сверл не должно быть черновин, трещин, раковин, выкрошенных мест, следов коррозии и прочих дефектов. Передние и задние поверхности сверла, направляющая ленточка и поверхность хвостовика должны быть шлифованными. Силы трения при работе сверла могут быть уменьшены путем его шлифования. Практикой доказано, чтосредний крутящий момент сверла со шлифованной канавкой в два с лишним раза меньше, чем сверла с нешлифованной. С торца цилиндрических хвостовиков должны быть сняты фаски. И самое главное требование — сверла должны быть правильно заточены с соблюдением геометрии режущих частей.
Закрепление сверл. Сверла с цилиндрическими хвостами крепят на шпинделе станка с помощью патронов, а с коническими хвостовиками устанавливают в коническое отверстие шпинделя. Различные типы патронов показаны на рис. 123. Основные требования к установке сверл — это соосность инструмента и шпинделя и необходимая прочность закрепления.

Рис. 123. Патроны для крепления сверл и концевых фрез:
а — стопорным винтом: 1 — сверло с цилиндрическим хвостовиком; 2 — стопорный винт; 3 — втулка; 4 — шпиндель станка; б — трехкулачковый самоцентрирующий патрон: 1 — шпиндель станка; 2 — корпус патрона; 3 — втулка; 4 — кольцо; 5 — съемный рифленый ключ; 6 — сверло; 7 — кулачки патрона; в — анговый патрон: 1 — востовик сверла; 2 — гайка; 3 — разрезанная цанга; 4 — втулка
В патроне 3 (рис. 123 а) со стопорным винтом 2 возможна установка сверл 1 с цилиндрическим хвостовиком одного диаметра. К сожалению, этот способ крепления не обеспечивает точное центрирование сверла.
Более рациональными в этом плане является трехкулачковые самоцентрирующие патроны (рис. 123 б). Эти патроны дают возможность закреплять сверла различных диаметров. Трехкулачковый самоцентрирующий патрон состоит из корпуса 2, который закрепляется на шпинделе станка 1. Корпус патрона имеет втулку 3 и кольцо 4. С помощью съемного рифлен-ного ключа 5 поворачивают втулку 3, имеющую соответственную насечку, и кольцо 4 относительно корпуса.
При вращении кольца, находящиеся с ним в зацеплении кулачки патрона 7 перемещаются, либо вверх, открепляя инструмент; либо вниз, закрепляя его. Цанговый патрон (рис. 123 в) выполнен в виде втулки 4, в которую вставлена разрезанная цанга 3. Гайка 2 при навинчивании нажимает на торец цанги и перемещает ее вдоль оси шпинделя, заклинивая конус цанги между втулкой 4 и хвостовиком 1 режущего инструмента. Цанговые патроны используют в основом для крепления концевых фрез.
Справочник | Лесоматериалы | Деревянное строительство
Вы здесь
Сверление древесины
 В столярных работах сверление применяется для устройства отверстий под круглые шипы, шурупы и другие металлические элементы при соединении деталей, под пробки при удалении сучков, под пазы при обработке древесины стамеской и долотом. Принцип работы любого сверла состоит в том, что оно, углубляясь в древесину, своими режущими гранями выбирает материал, образуя отверстие.
В столярных работах сверление применяется для устройства отверстий под круглые шипы, шурупы и другие металлические элементы при соединении деталей, под пробки при удалении сучков, под пазы при обработке древесины стамеской и долотом. Принцип работы любого сверла состоит в том, что оно, углубляясь в древесину, своими режущими гранями выбирает материал, образуя отверстие.
Типы сверл и подготовка их к работе
Сверла бывают перовые, центровые, спиральные, винтовые (рис. 1). У сверла различают хвостовик, собственно стержень, режущую часть и элементы для отвода стружки.
Перовые сверла типа ложечной перки имеют вид удлиненного корытца с острыми краями (см. рис. 1, а). Служат они для сверления отверстий под нагели диаметром 3…16 мм (при длине сверла до 170 мм). В процессе сверления перку периодически вынимают из древесины для удаления стружки. Недостатком перового сверла является отсутствие направляющего центра. Для сверления отверстий большего диаметра применяют перовые сверла других конструкций (см. рис. 1, б).
Центровыми сверлами (см. рис. 1, в) сверлят сквозные, но неглубокие отверстия поперек волокон древесины, так как выход стружки в них затруднен. Работают такие сверла только в одну сторону и при нажиме сверху. Их диаметр — до 50, длина — до 150 мм.
Спиральные сверла (см. рис. 1, г) более совершенны по своей конструкции. В них предусмотрен вывод стружки, в результате чего отверстие не забивается при сверлении стружкой и имеет чистые ровные стенки. Как и центровьнз, эти сверла имеют центр и подрезатель или же коническую заточку режущей части. Диаметр сверл с конической заточкой — 2…6 мм (короткая серия) и 5…10 мм (длинная серия), а с центром и подрезателем — 4…32 мм. Сверла с конической заточкой применяются для сверления вдоль волокон, с центром и подрезателем — поперек. Спиральные сверла могут оснащаться пластинками из твердого сплава для обработки особо твердых пород древесины.
Винтовые сверла (см. рис. 1, д) используют в основном для сверления глубоких отверстий поперек волокон древесины. После прохождения этим сверлом стенки отверстия получаются чистые. Диаметр сверл т— до 50, длина — до 1100 мм.
Для сверления отверстий больших диаметров используют пробковые сверла, а для расширения отверстий под головки шурупов или гаек — зенковки (рис. 2). При сверлении древесины применяют также сверла для металла, уменьшая их угол заточки.
Сверло должно быть правильно заточено, иначе оно будет рвать, а не резать древесину, а отверстие забиваться стружкой. При затачивании необходимо сохранять прямолинейность режущих кромок. Так как режущая головка имеет ограниченный запас металла, сверло следует затачивать бережно и экономно. Затачивают его на абразивном камне (рис. 4, а) или вручную тонким квадратным напильником, а доводят специальным оселком. Обычно угол заточки сверла составляет 12°.
Центровые сверла начинают затачивать с внутренней стороны режущей кромки, остальные — с наружной. Правильность заточки проверяют шаблоном (рис. 4, б). Концы боковых резцов должны выступать не менее чем на 3 мм над режущими кромками горизонтальных резцов. Это дает возможность выступам начать процесс резания раньше, чем горизонтальные резцы начнут срезать стружку.
От того, как заточено сверло, зависят прежде всего чистота обработки отверстия и точность сверления. Поперечная режущая кромка должна проходить через ось сверла. При смещении её от оси сверло уйдет в сторону, в результате чего будут происходить неравномерный износ режущих кромок и биение сверла, а следовательно, увеличение диаметра отверстия.
 |
 |
| Рис. 1. Сверла для работы с древесиной: а, б — перовые; в — центровое; г — спиральное; д — винтовое. | Рис. 2. Пробковое сверло (а) и зенковка (б). |
 |
 |
| Рис. 3. Приспособление для сверления отверстий большого диаметра: 1 — патрон дрели; 2 — металлические тяги; 3 — деревянный круг; 4 — полотно пилы; 5 — центрирующее сверло. | Рис. 4. Затачивание сверла на точиле (а) и проверка правильности заточки по шаблону (б). |
 |
 |
| Рис. 5. Ручная винтовая сверлилка (а) и коловорот (б): 1 — нажимная головка; 2 — ручка; 3 — стальной стержень с резьбой; 4 — зажимной патрон; 5 — кольцо, переключатель; 6 — храповой механизм. | Рис. 6. Дополнительный инструмент для сверления: а — бурав; б — буравчик; в — ложечный бурав. |
Для высверливания в массиве большого количества одинаковых отверстий необходимо иметь в запасе несколько сверл одного и того же диаметра. Периодическая смена сверл увеличит их срок службы.
Ручное сверление древесины. Древесину сверлят при помощи сверлилки и коловорота. Для закрепления в них сверл используют зажимные патроны различных конструкций.
Ручная винтовая сверлилка (рис. 5, а) служит в основном для высверливания отверстий диаметром до 5 мм. На ее стержне имеется винтовая резьба для передвижения ручки. Усилие от руки, сжимающей ручку, передается стержню, и ок начинает вращаться. Вторая рука оказывает воздействие на нажимную головку. От совмещения этих двух усилий и происходит внедрение сверла в древесину, т. е. процесс резания.
У коловорота (рис. 5, б) процесс резания происходит от усилия, которое рука работающего создает при вращении коленчатого стержня коловорота с ручкой посередине. Снизу стержня находится патрон с трещоткой, дающей возможность устанавливать вращение вправо и влево. В коловороте можно крепить сверла диаметром до 10 мм.
Для сверления отверстий в обязательном порядке размечают их центры. При разметке учитывают твердость древесины, степень ее раскалываем ости, расположение трещин и сучков, направление и глубину сверления, наличие гвоздей, металлических скоб и т. д. Обычно центры отверстий накалывают чертилкой или трехгранным шилом на глубину диаметра сверла. При сверлении отверстий больших диаметров их центры предварительно засверливают тонкими сверлами, с тем чтобы сверло не ушло в сторону. Центры глубоких сквозных отверстий засверливают с обеих сторон; при этом так же (т. е. с двух сторон) выполняют и сам процесс сверления. Диаметр сверла для засверливания под шурупы должен быть на 0,5 мм меньше диаметра средней части шурупа. В хрупкой древесине и у торцов для головок шурупов рекомендуется делать обнижение (зенкование), чтобы при дальнейших операциях (грунтовании, шпатлевании и окрашивании) головки шурупов располагались заподлицо с поверхностью детали.
При выполнении сквозных отверстий необходимо на выходе сверла поставить препятствие (для этого можно использовать кусок дерева), иначе в заготовке неминуемо образуются сколы или трещины. При сверлении инструмент нельзя поворачивать на себя. Не рекомендуется работать незаточенными сверлами и сверлами со сколами режущей части и трещинами. Следует обращать внимание на центровку сверла в патроне, так как от этого зависит правильность сверления. От сильного биения сверло неизбежно уйдет в сторону. Правильная заточка сверла позволит избежать приложения излишних усилий и получения рваной поверхности. Увеличение прилагаемого усилия ведет к порче детали и поломке сверла, а также создает травмоопасную обстановку.
Для сверления глубоких отверстий в массиве древесины используют бурав (рис. 6, а), а неглубоких отверстий в древесине твердых пород под шурупы — буравчик (рис. 6, б). Бурав представляет собой металлический стержень с ушком для ручки вверху и винтовой поверхностью с направляющим центром — внизу. У буравчика затруднен вывод стружки из отверстия, поэтому его периодически вынимают из отверстия и очищают от стружки. Бурав и буравчик не дают той чистоты обработки, какую можно получить при сверлении сверлами. У мастеров по столярному делу имеются ложечные буравчики (рис. 6, в). По сути, это те же перки, только с острым наконечником и конусным винтом.
Приём работы буравом следующий: сначала его устанавливают в намеченное место острием, а затем с определенным усилием прижимают к дереву. Когда наконечник углубится в дерево, то дальнейший нажим уже не нужен, необходимо только поворачивать инструмент за ручки. К сожалению, бурав не режет, а рвет древесину, и иногда от этого в заготовке возникают трещины и расколы, особенно вблизи торца. Буравы используют для неответственных столярных работ и в плотничном деле.
Подготовка к работе сверл
Сверла бывают перовые, центровые, спиральные, винтообразные (рис. 44). У сверла различают хвостовик, фактически стержень, режущую часть и элементы для отвода стружки.
Перовые сверла типа ложечной перки имеют вид удлиненного корытца с наточенными краями (см. рис. 44, а). Служат они для сверления отверстий под нагели поперечником 3…16 мм (при длине сверла до 170 мм). В процессе сверления перку временами вынимают из древесной породы для удаления стружки. Недочетом перового сверла является отсутствие направляющего центра. Для сверления отверстий большего поперечника используют перовые сверла других конструкций (см. рис. 44, б).
Центровыми сверлами (см. рис. 44, в) сверлят сквозные, но неглубокие отверстия поперек волокон древесной породы, потому что выход стружки в их затруднен. Работают такие сверла исключительно в одну сторону и при нажиме сверху. Их поперечник — до 50, длина — до 150 мм.
Спиральные сверла (см. рис. 44, г) более совершенны по собственной конструкции. В их предусмотрен вывод стружки, в итоге чего отверстие не забивается при сверлении стружкой и имеет незапятнанные ровненькие стены. Как и центровьнз, эти сверла имеют центр и подрезатель либо же коническую заточку режущей части. Поперечник сверл с конической заточкой — 2…6 мм (маленькая серия) и 5…10 мм (длинноватая серия), а с центром и подрезателем — 4…32 мм. Сверла с конической заточкой используются для сверления повдоль волокон, с центром и подрезателем — поперек. Спиральные сверла могут оснащаться пластинками из твердого сплава для обработки особо жестких пород древесной породы.
Винтообразные сверла (см. рис. 44, д) употребляют в главном для сверления глубочайших отверстий поперек волокон древесной породы. После прохождения этим сверлом стены отверстия получаются незапятнанные. Поперечник сверл т— до 50, длина — до 1100 мм.
Рис. 44. Сверла для работы с древесной породой: а, б — перовые; в — центровое; г — спиральное; д — винтообразное. 
Рис. 45. Пробковое сверло (а) и зенковка (б).
Для сверления отверстий огромных поперечников употребляют пробковые сверла, а для расширения отверстий под головки саморезов либо гаек — зенковки (рис. 45). При сверлении древесной породы используют также сверла для металла, понижая их угол заточки.
Сверло должно быть верно заточено, по другому оно будет рвать, а не резать древесную породу, а отверстие забиваться стружкой. При затачивании нужно сохранять прямолинейность режущих кромок. Потому что режущая головка имеет ограниченный припас металла, сверло следует затачивать заботливо и экономично. Затачивают его на абразивном камне (рис. 46, а) либо вручную узким квадратным ратфилем, а доводят особым оселком. Обычно угол заточки сверла составляет 12°.
Центровые сверла начинают затачивать с внутренней стороны режущей кромки, другие — с внешней. Корректность заточки инспектируют шаблоном (рис. 46, б). Концы боковых резцов должны выступать более чем на 3 мм над режущими кромками горизонтальных резцов. Это дает возможность выступам начать процесс резания ранее, чем горизонтальные резцы начнут срезать стружку.
От того, как заточено сверло, зависят сначала чистота обработки отверстия и точность сверления. Поперечная режущая кромка должна проходить через ось сверла. При смещении ее от оси сверло уйдет в сторону, в итоге чего будут происходить неравномерный износ режущих кромок и биение сверла, а как следует, повышение поперечника отверстия.
Рис. 46. Затачивание сверла на точиле (а) и проверка корректности заточки по шаблону (б).
Для высверливания в массиве огромного количества схожих отверстий нужно иметь в припасе несколько сверл 1-го и такого же поперечника. Повторяющаяся смена сверл прирастит их срок службы.
Если вы отыскали ошибку на этой страничке, выделите её и нажмите Ctrl+Enter.
Подготовка к механизированному и ручному сверлению
Подготовка к механизированному и ручному сверлению
Подготовка к работе заключается в выборе станка, режущего инструмента и охлаждающей жидкости, закреплении сверла и детали и в определении режима резания. При механизированном сверлении сверление производится на сверлильных станках. В случаях, когда деталь установить на станок невозможно или когда отверстия расположены в труднодоступных местах, сверление ведут при помощи ручных дрелей, коловоротов, трещоток, электрических и пневматических ручных сверлильных машинок.
Выбирают сверло в соответствии с заданным диаметром и в зависимости от обрабатываемого материала. Выбирая диаметр сверла, нужно помнить, что в результате работы сверлом отверстие получается несколько большего размера, чем сверло.
Так, при диаметре сверла 5 мм, отверстие получается 5,03 мм, при диаметре сверла 10 мм, отверстие – 10,12 мм, при диаметре сверла 25 мм, отверстие будет равно 25,2 мм; при диаметре сверла 50 мм, диаметр полученного отверстия будет равен 50,28 мм.
Разбивку отверстия можно уменьшить тщательной регулировкой станка, правильной заточкой сверла или применением кондукторной втулки. Для уменьшения разбивки сначала можно сверлить отверстие на 1 – 3 мм меньше нужного, а затем проходить сверлом нужного размера. Диаметры свыше 20 мм лучше сверлить в два приема: сначала малым сверлом, а затем рассверлить до нужного диаметра.
Охлаждающими жидкостями пользуются для того, чтобы повысить стойкость сверла и получить чистую поверхность отверстия при сверлении металлов и сплавов.
Универсальной охлаждающей жидкостью является мыльная эмульсия, для приготовления которой на ведро воды берут 200 г мыла и 6 столовых ложек отработанного машинного масла, затем раствор хорошо размешивают и кипятят.
Для сверления стали применяют смесь минерального и жирных масел – сурепное или касторовое. Для меди применяют сурепное масло, для дюралюминия – керосин с касторовым или сурепным маслом, для силумина – смесь спирта со скипидаром.
Сверлильный патрон или соответствующую переходную втулку подбирают в зависимости от того, какой хвостовик имеет сверло – конический или цилиндрический.
Для закрепления и правильной установки деталей применяют различные приспособления – машинные тиски различных видов, специальные приспособления, угольники, упоры, кондукторы и др.
При сверлении сквозного отверстия, чтобы не повредить столешницу или верстак, под деталь помещают подкладку, которую делают из древесины.
Хорошую прокладку можно сделать из двух деревянных дощечек и стальной пластинки 3 мм между ними.
Под режимом резания при сверлении подразумевается скорость резания и подача. При сверлении сверлу сообщают два одновременных движения – вращательное, которое называется главным, рабочим движением, и поступательное, направленное вдоль оси сверла, которое называется движением подачи.
При сверлении под влиянием силы резания происходит отделение частиц металла и образуется стружка. Скоростью резания называется путь, проходимый в направлении главного движения наиболее удаленной от оси сверла точкой режущей кромки в единицу времени. Величина скорости резания зависит от обрабатываемого материала, диаметра и материала сверла и формы его заточки, подачи, глубины резания и охлаждения. Чем больше диаметр сверла и чем тверже материал, подлежащий сверлению, тем меньше скорость резания.
Неправильный выбор скорости резания и подачи может привести к тому, что сверло «сядет» или «сгорит», т.е. затупится или потеряет свои режующие качества.
Сверло работает лучше при большей скорости резания и малой подаче. В связи с тем, что усилие подачи возрастает с увеличением диаметра сверла, при сверлении отверстий свыше 20 мм рекомендуют сначала производить сверление сверлом, диаметр которого равен приблизительно одной трети от заданного, а затем рассверлить на размер.
Отверстия при сверлении могут быть сквозными, глухими и неполными. Для того, чтобы достичь высокого качества отверстия, необходимо правильно выбрать приемы сверления, правильно расположить сверло относительно обрабатываемой поверхности и совместить ось сверла с центром будущего отверстия.
Просверлить отверстие возможно двумя способами: по кондуктору и по разметке. По разметке сверлят одиночные отверстия. Предварительно на деталь наносят осевые риски и круговые риски – основную, определяющую контуры будущего отверстия и контрольную диаметром, несколько большим, чем диаметр будущего отверстия. Затем кернят центр и окружности, причем керновое отверстие центра должно быть глубже, чтобы дать предварительное направление сверлу. Осуществляют сверление в два приема: сначала выполняют пробное сверление, а затем окончательное.
Пробным сверлением получают углубление с диаметром около 1/4 будущего отверстия. После этого удаляют стружку и проверяют концентричность лунки и основной круговой риски. Если контуры лунки (углубления) смещены относительно основной круговой риски, то от центра лунки в ту сторону, куда нужно сместить центр отверстия, крейцмейселем прорубают две или три канавки. Затем вновь просверливают отверстие и, убедившись в его правильности, просверливают окончательно.
Для обработки отверстий в однотипных изделиях без предварительной разметки применяют сверление по кондуктору. Кондуктор представляет собой плиту с запрессованными втулками, расположение которых соответствует расположению отверстий в обрабатываемом изделии. Кондуктор перед сверлением накладывается на изделие, закрепляется, и через его втулки поочередно пропускается сверло. Работа с помощью кондуктора ускоряет работу и повышает точность сверления.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Подготовка к механизированному и ручному сверлению
Подготовка к механизированному и ручному сверлению Подготовка к работе заключается в выборе станка, режущего инструмента и охлаждающей жидкости, закреплении сверла и детали и в определении режима резания. При механизированном сверлении сверление производится на
Подготовка поверхности
Подготовка поверхности В помещениии, в котором настилают линолеум, следует соблюдать следующие температурно-влажностные параметры:– температура воздуха на уровне пола должна составлять не менее 15 °C;– влажность по массе для бетона панелей междуэтажных перекрытий
Подготовка поверхности
Подготовка поверхности Лак следует наносить только на чистый и сухой пол, независимо от того, из чего он выполнен: паркета, досок или пробкового дерева. Для того чтобы пленка была ровной, пол нужно дополнительно отшлифовать.Если на полу имеются пятна, их необходимо
Подготовка поверхности
Подготовка поверхности В зависимости от типа окна, времени его эксплуатации и краски, которая ранее наносилась на поверхность, существуют различные способы подготовки окон к
Подготовка мебели
Подготовка мебели Подготовку мебели к лакированию необходимо начать с ее полного очищения от пыли и грязи. Нужно хорошо промыть ее мягкой тканью или губкой, смоченной в мыльном растворе. В последнее время в магазинах продается множество средств, которые вполне подходят
Подготовка стен
Подготовка стен Открытую электропроводку монтируют по поверхности потолков и стен. Что касается скрытой электропроводки, то ее прокладывают внутри конструктивных элементов помещения. Она может проходить как в стенах, так и полах, перекрытиях, а также съемных потолках и
Моральная подготовка
Моральная подготовка Немаловажную роль в освоении новой диеты занимает и моральная подготовка. Конечно, вряд ли вы пойдете советоваться по этому вопросу с врачом-психиатром, но самостоятельно настроиться на похудение необходимо. Нужно выделить себе немного времени,
Подготовка к опиливанию
Подготовка к опиливанию Подготовка поверхности к опиливанию заключается в ее очистке от грязи, масла, формовочной смеси, окалины, литейной корки.Масло смывают растворителями, грязь и формовочную смесь снимают металлической щеткой, окалину и литейную корку срубают
Подготовка к плетению
Подготовка к плетению Для плетения художественных и декоративных изделий используются однолетние и многолетние ивовые побеги как в очищенном виде, так и неошкуренные, неокоренные.При заготовке нужно отдавать предпочтение прутьям, которые растут отдельными куртинами
Скажи «нет» ручному управлению!
Скажи «нет» ручному управлению! Количество ручных, верхних и боковых душей в душевых панелях и многофункциональных душевых системах ограничивается лишь напором воды в системе и емкостью водонагревателя, если таковой используется. Понятно, что сложные душевые системы
Как сверлить металл на станке и дрелью. Техника безопасности.
Здравствуйте читатели блога.
Сверление металлов так же опасно как и резка металла, и свои секреты и тонкости тоже есть здесь. Об этом я и решил сегодня написать.
Подготовка к работе
при сверлении металла мы используем спиральные сверла с индивидуальной заточкой
» data-medium-file=»https://odnastroyka.ru/wp-content/uploads/2014/11/sverlenie-metalla.jpg» data-large-file=»https://odnastroyka.ru/wp-content/uploads/2014/11/sverlenie-metalla.jpg» loading=»lazy» title=»Техника безопасности при сверлении металла» src=»http://odnastroyka.ru/wp-content/uploads/2014/11/sverlenie-metalla.jpg» alt=»сверление металлов» width=»300″ height=»300″ srcset=»https://odnastroyka.ru/wp-content/uploads/2014/11/sverlenie-metalla.jpg 352w, https://odnastroyka.ru/wp-content/uploads/2014/11/sverlenie-metalla-350×350.jpg 350w» sizes=»(max-width: 300px) 100vw, 300px» />
Сначала обратите внимание на свою одежду. Если вы работаете в халате, рукава которого не имеют застегивающихся манжет, наденьте нарукавники, а на голову – берет (или повяжите ее косынкой). Не забудьте о защитных очках и спецобуви.
Теперь можно заняться подготовкой рабочего места. Прежде чем приступить к сверлению, убедитесь в исправности оборудования. Проверку осуществляют на холостом ходу. Если на этом этапе никаких проблем не обнаружилось, выполняют смазку всех механизмов станка и закрывают смазочные отверстия.
Стол протирают ветошью, и сразу убирают ее из рабочей зоны (особенно от вращающихся элементов).
Внимание : Приводные ремни должны быть закрыты кожухами, а сам станок – заземлен.
Безопасность работы на сверлильных станках зависит от порядка на рабочем месте. Своевременно удаляйте стружку со станка, детали складывайте в месте, отведенном для этой цели.
Если в центре стола нет отверстия, запаситесь подкладками, на которые будете устанавливать заготовку. Этим вы убережете оборудование от порчи при сверлении сквозных отверстий.
Выбор спирального сверла
Чаще, при сверлении металлов мы используем спиральные сверла с индивидуальной заточкой режущей кромки. И здесь важно соблюдать технику безопасности при сверлении тех или иных деталей и заготовок.
Будет лучше если у вас под рукой всегда находиться набор спиральных сверл как по дереву так и по металлу, различного диаметра и длины.
 Недавно купил себе такой набор сверел по металлу и дереву. Не густо конечно, но для моих задач вполне хватило. А стоит совсем недорого.
Недавно купил себе такой набор сверел по металлу и дереву. Не густо конечно, но для моих задач вполне хватило. А стоит совсем недорого.
Спиральное сверло нужного диаметра и длины установите в патрон сверлильного станка или электродрели.
В момент крепления сверла убедитесь, что сверло установлено четко вертикально, без всяких перекосов.
В момент использования спиральных сверл небольшого диаметра ( Разметка заготовок
Чтобы разметку было лучше видно, наносите ее кернером
» data-medium-file=»https://odnastroyka.ru/wp-content/uploads/2014/11/razmetka-kernerom.jpg» data-large-file=»https://odnastroyka.ru/wp-content/uploads/2014/11/razmetka-kernerom.jpg» loading=»lazy» title=»как разметить заготовку» src=»http://odnastroyka.ru/wp-content/uploads/2014/11/razmetka-kernerom.jpg» alt=»разметка заготовок» width=»352″ height=»352″ srcset=»https://odnastroyka.ru/wp-content/uploads/2014/11/razmetka-kernerom.jpg 352w, https://odnastroyka.ru/wp-content/uploads/2014/11/razmetka-kernerom-350×350.jpg 350w» sizes=»(max-width: 352px) 100vw, 352px» />
При разметке заготовок необходимо установить точное положение центра и необходимые размеры отверстия. Определить это можно при помощи разметочного угольника, штангенциркуля или обычной линейки. Чтобы разметку было лучше видно, наносите ее кернером либо стойкими чернилами. Разметка попадет в зону сверления и следы от нее не останутся. Перед сверлением центр намеченного отверстия лучше обозначить кернером. Это снижает риск ухода сверла в сторону.
Фиксация заготовки
Во время фиксации полированной заготовки, под щечки тисков подложите подкладки
» data-medium-file=»https://odnastroyka.ru/wp-content/uploads/2014/11/fiksacia-zagotovki.jpg» data-large-file=»https://odnastroyka.ru/wp-content/uploads/2014/11/fiksacia-zagotovki.jpg» loading=»lazy» title=»сверлильный станок» src=»http://odnastroyka.ru/wp-content/uploads/2014/11/fiksacia-zagotovki.jpg» alt=»Фиксация заготовки» width=»352″ height=»352″ srcset=»https://odnastroyka.ru/wp-content/uploads/2014/11/fiksacia-zagotovki.jpg 352w, https://odnastroyka.ru/wp-content/uploads/2014/11/fiksacia-zagotovki-350×350.jpg 350w» sizes=»(max-width: 352px) 100vw, 352px» />
После разметки, перед сверлением металлической заготовки, необходимо зафиксировать ее в обычных слесарных тисках, либо в тисках станка для сверления.
При фиксации заготовки в тисках станка для сверления, плиту станка следует приподнять, сократив тем самым расстояние от заготовки до сверла до 2-3 см. Не забудьте зафиксировать крепежные винты регулировки высоты плиты сверлильного станка. Иначе плита в момент сверления, может опуститься. Что приведет к поломке спирального сверла, порче заготовки и даже травме.
Сверление заготовки
Оперируя рычагами, размещенными на корпусе сверлильного станка, равномерно подведите сверло к заготовке.
Некоторые станки снабжены подачей жидкости/масла на сверло, во избежание перегрева и поломки сверла, а также сплавления краев заготовки (если это пластик). В таком случае нужно следить за правильной подачей жидкости на сверло/точку сверления.
В любом случае, даже если станок не оборудован системой автоматической подачи жидкости, охлаждать сверло будет совсем не лишним, в том числе и при работе с ручной дрелью. Делать это можно периодически поливая его водой из бутылки, или опуская конец сверла в емкость с водой.
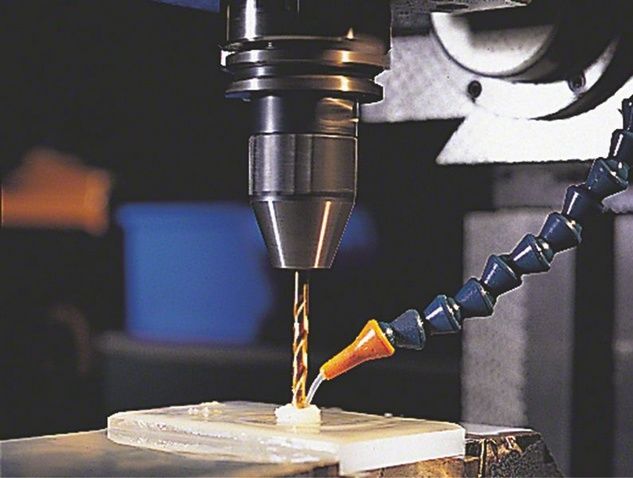 Подача охлаждающего масла на сверло
Подача охлаждающего масла на сверло
Техника безопасности
Разметка, намеченная кернером, должна совпадать с режущей кромкой опущенного спирального сверла. Удостоверьтесь, что детали вашей одежды не смогут попасть под крутящиеся детали сверлильного станка , и только после этого включайте станок.
Кнопка выключения станка должна располагаться в легкодоступном и удобном месте. Не работайте на станке с труднодоступной кнопкой выключения . Это первое правило техники безопасности при работе на любых станках.
В момент сверления особенно металлических заготовок не следует забывать о мерах предосторожности. Ни когда не включайте станок, предварительно не опустив защитный прозрачный экран. Это обезопасит вас от попадания в глаза мелких металлических опилок.
В момент сверления электрической или пневматической дрелью не старайтесь придать сверлу максимальное число оборотов. При сверлении достаточно глубоких отверстий, чаще поднимайте сверло для извлечения стружки. Это продлит срок службы спирального сверла и позволит получить более качественное отверстие. И повторюсь, не стоит забывать о технике безопасности во избежание несчастных случаев.
На этом заканчиваю статью. А впереди у нас тема по нарезании резьбы.
Как правильно заточить сверло — простая инструкция для начинающих мастеров
От автора: здравствуйте, дорогие читатели! У любого мастера и хозяина инструмент содержится аккуратно и с большой любовью. Ведь от состояния зависит срок его службы и качество работы. Некоторые детали изнашиваются, их проще заменить на новые. А другие инструменты надо правильно заточить, тогда они еще долго будут вам служить. Тут можно провести аналогию с кухонным ножом — никому и в голову не придет через месяц покупки выкинуть его, проще наточить и успешно использовать далее.

Но вернемся к инструментам, необходимым для строительства и ремонта. Давайте узнаем, как правильно заточить сверло, если у нас на руках имеется затупившееся. Какие есть способы и как их применить новичку? Какими бывают сверла? Есть ли секреты мастерства? Об этом вы узнаете в нашей статье.
Что такое сверло
Одним из самых востребованных в быту помощников является электродрель, она — надежный товарищ во многих домашних делах. К каждой дрели имеется определенный набор сверл, в зависимости от потребности мастера. Конечно, сверла, как любой режущий инструмент, надо содержать в полном порядке — следить за состоянием, вовремя точить.
Этот элемент может применяться не только для создания новых отверстий в материале основания, но и для увеличения уже имеющихся — так называемого рассверливания. Конструкция сверла состоит из рабочей и хвостовой частей, шейки, лапки.
Рабочая часть может быть различной формы, самая популярная — винтовая (спиральная), также есть плоские, для глубокого сверления, одностороннего резания, ступенчатые и пр. Именно она и затупляется, ее-то и будем точить. Хвостовая часть по конструкции тоже может быть различной — с хвостовиком цилиндрическим, коническим, трехгранным и пр.
Целевое назначение
По обрабатываемому материалу сверла делятся следующим образом:
- универсальные,
- по металлу и сплавам,
- по бетону, кирпичу, камню,
- по стеклу, керамике,
- по дереву.
Из этого списка уже понятно, что сверла — вещь в хозяйстве бесценная, работать можно практически со всеми материалами. Так что ухаживаем за инструментом правильно, и он прослужит нам долго верой и правдой!
Если вы читаете эту статью, значит, у вас уже имеется на руках сверло или сверла, потерявшие остроту, с нарушенной геометрией рабочей части. Переберите все имеющиеся инструменты, давайте приведем в порядок рабочий ящик. И когда в следующий раз возникнет необходимость сверления, вы ловко и быстро справитесь с задачей на радость себе и домочадцам.
Подготовка к работе
Начнем с подготовительных мероприятий, позаботимся о технике безопасности. Как бы ни было важно срочно и быстро привести все в порядок, все же это надо делать не ценой здоровья. Поэтому посмотрим, что нам надо иметь: защитные очки или маску, емкость с водой (для охлаждения). Также лежит и ждет приобретения остроты сверло (или несколько). И вот самое время посмотреть: а чем же мы будем точить? Какие есть варианты в домашних условиях?
Существует несколько возможностей для затачивания: заточный (он же точильный) станок и болгарская пила. В домашнем пользовании, как правило, сверла малого диаметра (до 16 мм), поэтому можно обойтись без помощи профессиональных производственных станков, своими силами.

Признаки затупления сверла
Теперь следует выбрать элементы, над которыми необходимо поработать. Когда острота инструмента утеряна, это можно понять в процессе эксплуатации по звуку — раздается гул и скрип изношенного материала. Сами отверстия уже по качеству неудовлетворительны. А если дотронуться до сверла (разумеется, выключив дрель предварительно) сразу после работы, можно обжечься — до того интенсивно оно нагревается. Все эти признаки в совокупности и приводят нас к решению прервать работу и заняться заточкой.
Способы заточки
Сверла можно заточить различными способами, самые распространенные — это одноплоскостной и конический. Первый подходит для узких сверл, у которых диаметр не более 3 мм. Особенность этой заточки — сверла прикладываются к точильному кругу и равномерно водятся по его абразивной поверхности (строго параллельно). Этот вид работы требует особой аккуратности и внимательности, можно по неосторожности все испортить.
Коническая заточка применяется для инструментов, диаметр которых 3 мм и более. Такое сверло крепко фиксируется и последовательно затачивается небольшим прижатием к точильному камню с «покачиванием». Затачивать перо следует плавно и небыстро, не допуская отрывания от точильного круга. Все делается осторожно и бережно.
Во время затачивания надо следить, чтобы не перегреть инструмент, не забываем окунать его для охлаждения и закалки в холодную воду, емкость с которой заботливо приготовили загодя. Про защитные очки тоже не забываем.
Заточный станок
В быту очень удобен заточный станок. Если у вас его еще нет, возможно, время задуматься о его приобретении — это покупка на десятилетия, много места не займет, а сил и энергии вам сбережет много, как и обеспечит бережное отношение к затачиваемому инструменту. Заточный станок работает от сети, на электричестве. Давайте посмотрим видео замечательного мастера, в котором подробно описаны и подготовительная часть работы, и сам процесс.
Универсальный заточный станок пригодится и для заточки разных других инструментов, от ножниц до топоров, так что пылиться он явно не будет. Это оборудование представляет собой электродвигатель и два вращающихся абразивных круга. На одном круге крупный размер зерен — для грубой обработки инструмента, на другом — мелкое зерно, необходимое для более тонкой заточки. Некоторые модели оснащены дополнительно лампой для освещения рабочего процесса, что удобно во избежание травм.
Работа со спиральными сверлами
Поскольку они самые распространенные, начнем с них. Заточка сверл для дерева может не понадобиться несколько лет. Древесина — материал мягкий, податливый, инструмент долго будет радовать своей остротой. Чего нельзя сказать о других сверлах — например, по металлу. Характерный скрипучий звук вам подскажет, дальше работать затупившимся инструментом не стоит. Для подобной работы непременно нужны острые сверла.
Заточка выполняется по задней грани. Работа выполняется симметрично, последовательно и очень аккуратно. Внимательно надо следить за углом, под которым инструмент расположен, когда работаешь на станке. Достаточно изменить положение, чтобы деформировать элемент и свести на нет весь труд. Придется покупать новый инструмент и уже с ним обращаться более бережно.
Особо пристальное внимание нужно уделять кромке — это и есть режущая часть инструмента, нагрузка на нее повышенная. Для того чтобы обеспечить необходимые углы заточки, надо использовать особые приспособления для их измерения. Пример такого шаблона можно посмотреть на видео выше, на 4-й минуте просмотра.
Приведем необходимые цифры, которых стоит придерживаться в работе. Угол при вершине в градусах: 90–100° — пластмасса, 118° — сталь, чугун, 120–130° – латунь, бронза, 140° — древесина, мрамор, эбонит и хрупкие материалы.
Победитовое сверло
Победит — твердый сплав (90% вольфрама+10 % кобальта) с высокой степенью прочности. Со сверлом с напайкой из него вы с легкостью сделаете отверстие в таких плотных материалах, как бетон, кирпич, камень. Можно ли точить такой инструмент? Ответ прост: не только можно, но и нужно. Визжащий звук при работе ясно вам укажет, что пришло время заточки. Для этого подойдет точильный станок с алмазным диском.
При затачивании победитового сверла есть следующий важный момент: угол заточки равен 170°. Еще немаловажная особенность: не перегрейте элемент в процессе работы, для этого у вас есть емкость с холодной водой. Периодически охлаждайте. Если проигнорировать этот совет, то по инструменту могут пойти трещинки и частицы победитовой напайки отслоятся.
Заточка без станка
Бывает и так, что затупившееся сверло — вот оно, пожалуйста. А заточного станка что-то не наблюдается. Выход есть — если соблюдать технику безопасности, то можно наточить элемент с помощью болгарки. В интернете есть множество видео, на которых можно подробно рассмотреть процесс. Существует два варианта работы — закрепляется либо само сверло, либо болгарка. В первом случае на болгарке диск для работы по металлу, во втором — диск с мелким наждаком. Не забываем о защитных очках!

Во время заточки инструмента важно сохранить геометрию и угол задней части сверла (первоначальный вид, заводская форма), благодаря этому работа ваша будет безупречной. Помним: чем более высокая прочность у затачиваемого инструмента, тем медленнее вращается заточный диск.
Основные правила
У каждого дела есть свои правила, и заточка сверл — не исключение. Вот основные принципы, которых следует строго придерживаться:
- постепенность заточки,
- плавность движений,
- кромка должна быть расположена параллельно рабочей поверхности точильного камня,
- режущие кромки прямолинейны и идентичны по длине, у них одинаковая величина углов при вершине (а также углы заострения) в отношении оси сверла.
Не менее важна доводка — это завершающий этап нашей с вами работы, заключительная обработка инструмента. Процедура необходима для того, чтобы поверхность стала гладкой, без зазубрин. Инструмент, над которым провели доводку, приобретает более высокие износостойкие свойства, чем просто после затачивания.
Для проведения процедуры на производствах есть доводочные станки, применяются специальные шлифовальные круги. Когда делается профессиональная заточка, этап доводки делается в обязательном порядке. Это повышает срок службы инструмента.
Информации в статье много, можно тезисами отметить основные моменты:
- заточка выполняется профессионально и своими силами,
- защитные очки при работе обязательны,
- точильный станок — покупка нужная,
- для сверл диаметром до 3 мм подойдет одноплоскостная заточка,
- для более широких подойдет коническая заточка,
- за неимением точильного станка, наточите сверло болгаркой,
- для победитовых сверл требуется специальное оборудование,
- при имеющейся возможности произвести доводку сделайте ее.
Если вы абсолютный новичок и ни разу не занимались заточкой инструментов, внимательно посмотрите видео выше и приступайте к работе. Тут дадим небольшой, но ценный совет. Для начала заточите не то сверло, которое вам очень нужно для работы, а какое-нибудь из старых, которые наверняка имеются у вас в хозяйстве. Это поможет вам «набить руку», почувствовать силу нажима, разобраться с углом и обрести уверенность. Читайте статьи на нашем сайте и пользуйтесь опытом мастеров! Удачи вам!