Приспособы для токарного станка по металлу
Приспособы для токарного станка по металлу
Дополнительное оборудование и приспособления для токарного станка
Как оказывается для изготовления различных деталей не достаточного только токарного станка, а необходимы всевозможные приспособы и дополнительное оборудование.
Приспособления для токарных станков предназначены для закрепления инструмента на станке или заготовки.

Разновидности приспособлений для станка
Существуют различные разновидности приспособлений для токарного станка. Приспособления для токарных станков производятся в широком ассортименте. Это даёт возможность подобрать мастеру наиболее лучший вариант в соответствии с поставленной задачей.
Виброопоры
Виброопоры (они же виброизоляторы) предназначены для активной или пассивной виброизоляции разных типов станков: малых, средних или больших. Применение виброопор поможет увеличить качество обработки деталей.
Центры
Токарные центры применяются для того, чтобы зафиксировать заготовку, которая имеет тело вращения на задней бабке токарного станка. Центр для токарного станка позволяет обрабатывать детали с высокой скоростью и при минимальном биении.

Патроны
Это приспособления для точного закрепления заготовки на станке. Благодаря использованию токарных патронов, значительно увеличивается функциональность самого станка, а также появляется возможность обрабатывать сложно профильные детали. В основном используется, чтобы закрепить заготовки для проведения металлорежущих операций.

Кулачки
Токарные кулачки могут быть:
- Прямые — нужны, чтобы зажимать заготовку с внешней стороны для вала.
- Обратные — необходимы для зажима заготовки только изнутри.
- Накладные — необходимы для крепления длинных или коротких заготовок крупных диаметров.

Обычно, токарные кулачки изготавливаются из цветных металлов и стали без термообработки.
Кулачковые патроны
Специализируются для зажима прямоугольных и цилиндрических заготовок.
- Двухкулачковые — необходимы для закрепления сложных заготовок с фасонной деталью. Двухкулачковые приспособления могут закреплять в сменных губах различные поверхности.
- Трёхкулачковые — одни из самых распространённых патронов. Они устанавливаются практически на любые токарные станки. В свою очередь, делятся на три типа:
- Спиральные.
- Реечные.
- Эксцентриковые.

Трёхкулачковые патроны оснащаются специальным приводом. Особое широкое распространение получили трёхкулачковые патроны с пневматическим приводом. Еще существует и гидропривод, но редко используется.
- Четырёхкулачковые — применяются для зажима некруглых и несимметричных заготовок. Кулачки регулируются самостоятельно и их необходимо устанавливать так, чтобы их ось совпадала с осью шпинделя. Эти патроны применяются в основном в ремонтных цехах.
Дополнительные детали
Помимо основных приспособлений для токарного станка, также стоит обратить внимание и на дополнительные детали, которые тоже могут быть необходимы мастеру.
Люнеты
Дополнительное оборудование, которое является главной опорой при обработке на токарном станке. Чаще всего нужны, чтобы не повредить заготовку и инструмент, а также, чтобы не получить травмы, вызванные биением из-за высоких оборотов станка.

Люнеты для токарного станка бывают с опорой качения (роликовые) и скольжения (кулачковые). Башмаки — специальные люнеты для шлифования колец подшипников.
Резцедержатели
Резцедержатель применяется для закрепления режущего инструмента. Он гораздо упрощает работу и позволяет как можно больше расточить отверстия.

- Горизонтальные (вдоль шпинделя).
- Вертикальные (под прямым углом к шпинделю).
- Механические.
- Электромеханические.
- Гидравлические.
- С сервоприводом.
- Двухпозиционные — позволяют зафиксировать двое резцов.
- Четырёхпозиционные — позволяют зафиксировать сразу четыре резца на станке.
- Посредством клинового блока.
- VDI.
- ВМТ – закрепление в отверстии на удаленном диаметре диска.
- Простые — обладают специальной прокладкой сферической формы, которая позволяет быстро сменить резец на необходимый. Минус — крепление только на один болт. Нужно постоянно проверять степень закрепления болта и при необходимости, закручивать болт до конца.
- Поворотные — позволяют поставить сразу четыре резца. Максимально эффективен при обработке деталей сложных геометрических форм. Также существуют поворотные резцедержатели, которые несут в себе сразу 12 резцов.
- Быстросменные — нужны для минимальных временных потерь при замене резцов.
- Универсальные переходники — позволяют установить большие инструменты.
Револьверная головка
Представляет собой поворотный узел станка, в который вставляются несколько инструментов. Как правило, в револьверной головке есть индексирующий механизм, который осуществляет точную фиксацию каждого установленного инструмента при повороте.

Поворот револьверной головки и её фиксация могут производиться как автоматически, так и вручную. Одновременно с поворотом, меняются скорости главного движения и подачи.
Конусная линейка
Конусная линейка устанавливается на каретке и предназначена для обработки конических поверхностей. На каретке станка установлен специальный кронштейн, который при помощи направляющих в виде ласточкина хвоста соединен с данной линейкой. Линейку можно поворачивать вокруг пальца под необходимым углом к оси обрабатываемой детали. Для закрепления линейки используются два болта.


Как подобрать нужное оборудование?
Сначала необходимо разобраться, для каких целей нужно оборудование. Подбор оборудования должен происходить только после изучения всех плюсов и минусов оборудования.
В паспорте к оборудованию всегда есть указания на характеристики, а также особые требования по эксплуатации. Несоблюдение требований может привести к травмам персонала или порче заготовок.
Правила использования оправок
Существует список правил для использования токарных оправок:
- Точность посадочного отверстия должна быть не ниже седьмого квалитета, а чистота поверхности не хуже Ra 1,0.
- Располагать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки должна быть максимальной.
- Чтобы не было деформаций и отжима инструмента в процессе резания, твёрдость материала цанги держателя не должна быть менее 44 HRС.
- Чем больше вылет оправки, тем надежнее необходимо закреплять. Категорически запрещено крепить длинные оправки с помощью поджатия винтов к цилиндрической или другой поверхности. Для установки длинномерных оправок, необходимо использовать дополнительное оборудование.
Приспособы для токарного станка по металлу



Приспособления для токарных станков по металлу и дереву позволяют расширить технологические возможности оборудования. Расширив функционал, повышается и прибыль предприятия, т.к. открываются возможности по изготовлению новой номенклатуры изделий. Кроме того, технологическая оснастка повышает производительность обработки и безопасность токарей. При покупке оборудования стоимость дополнительной оснастки может составлять до 15% от стоимости станка. Приспособления в продаже можно встретить как заводские, так и изготовленные своими руками. Первые более точные, вторые — дешевле.
Способы закрепления заготовок на токарных станках
Токарные резцы
Части и элементы токарного резца
Резец (рис.9) состоит из режущей части и державки, служащей для закрепления резца в резцедержателе. Режущая часть имеет следующие элементы: переднюю поверхность, по которой сходит стружка; главную заднюю поверхность, которая обращена к поверхности резания заготовки; вспомогательную заднюю поверхность, обращенную к обработанной поверхности заготовки; главную режущую кромку, образованную пересечением передней и главной задней поверхностей; вспомогательную режущую кромку, образованную пересечением передней и вспомогательной задней поверхностей; вершину резца, полученную пересечением главной и вспомогательной режущих кромок. Вершина резца может быть острой или закругленной.
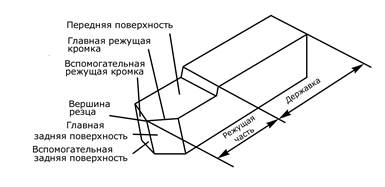
Рис. 9 — Части и элементы резца
Чтобы обеспечить необходимую режущую способность инструмента, получить требуемую точность и качество поверхности детали, необходимо правильно выбрать геометрию резца, т.е. величины углов режущей части резца. Различают главные углы резца (углы рабочего клина) и углы в плане. Главные углы резца (рис.12): передний угол g, главный задний угол a, угол заострения b, угол резания d.
Рис. 10 — Главные углы резца
Углами в плане называются углы между кромками резца и направлением подачи (рис.1). С уменьшением величины главного угла в плане j и вспомогательного угла в плане j1 шероховатость обработанной поверхности снижается.
Классификация резцов
По технологическому назначению различают резцы (рис.11): проходные (рис.11 а, б, в) для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис.11, г) для обтачивания плоских торцовых поверхностей; отрезные (рис.11, д) для разрезания заготовок; фасонные (рис.11, е, ж) для обтачивания фасонных поверхностей; резьбовые для нарезания наружных (рис.11, з) и внутренних резьб; расточные (рис.11, и, к) для растачивания сквозных и глухих отверстий.
По характеру обработки резцы подразделяются также на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из одного материала, и составные: державка из конструкционной стали, и режущая часть – из специального инструментального материала.
Режущая часть составного резца прикрепляется в державке сваркой припаиванием или механическим прижимом.
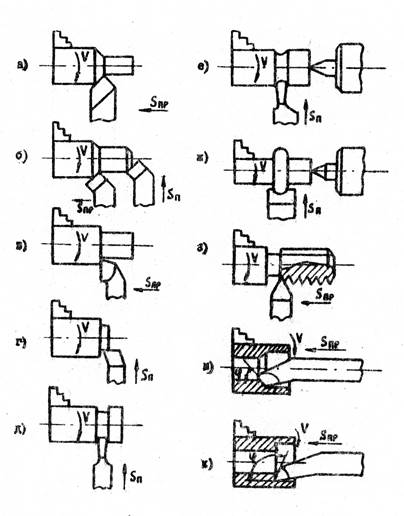
Рис. 11 — Классификация резцов по назначению:
а – проходной прямой; б – проходной отогнутый,
в – проходной упорный; г – подрезной, д-отрезной,
е – прорезной, ж – фасонный, з –резьбовой,
и – расточной проходной, к – расточной упорный
Способы закрепления заготовок на токарных станках
Заготовки небольшой длины закрепляют в токарных патронах. Патроны бывают трехкулачковые самоцентрирующие и четырехкулачковые несамоцентрирующие.
Трехкулачковые самоцентрирующие патроны предназначены для закрепления заготовок цилиндрической формы и с числом граней, кратным трем. Поскольку у этих патронов все кулачки перемещаются одновременно, то обеспечивается совпадение оси вращения шпинделя и заготовки. На рис.12, а показана заготовка в трехкулачковом патроне и условное обозначение этого способа крепления.
В четырехкулачковых патронах кулачок перемещается независимо от остальных. Это позволяет закреплять и центровать заготовки несимметричной формы (плиты, корпусные детали, эксцентриковые валы и т.п.).
При обработке длинной заготовки, когда отношение длины к диаметру больше четырех, недостаточно закрепить её в патроне. Для предотвращения прогиба в процессе обработки второй конец заготовки поддерживают за заранее подготовленное центровое отверстие задним центром, установленным в задней бабке (рис.12,б – условное обозначение).
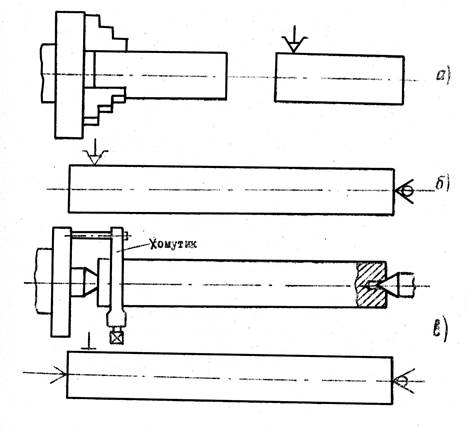
Рис. 12 — Закрепление заготовки в трехкулачковом патроне (а), в патроне с фиксацией второго конца детали вращающимся задним центром (б), в центрах с поводковым патроном
Центровые отверстия (рис.13) сверлят специальным центровочным сверлом в торцевых поверхностях обрабатываемой заготовки.
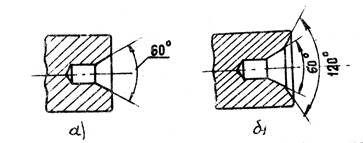
Рис. 13 — Формы центровых отверстий
Метка: Приспособления для токарных станков
Приспособления для токарных станков по металлу и дереву позволяют расширить технологические возможности оборудования. Расширив функционал, повышается и прибыль предприятия, т.к. открываются возможности по изготовлению новой номенклатуры изделий. Кроме того, технологическая оснастка повышает производительность обработки и безопасность токарей. При покупке оборудования стоимость дополнительной оснастки может составлять до 15% от стоимости станка. Приспособления в продаже можно встретить как заводские, так и изготовленные своими руками. Первые более точные, вторые — дешевле.
Токарная обработка металла
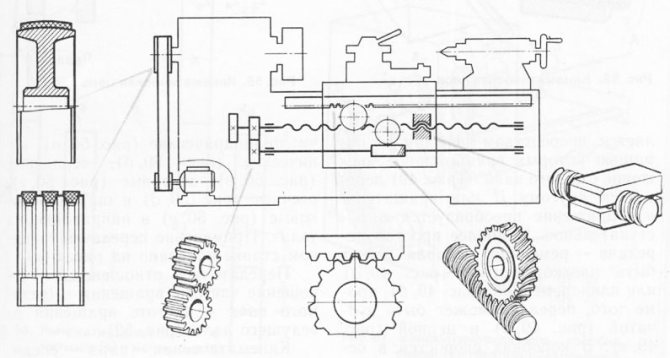
Чтобы придать металлической заготовке нужный вид и форму, убрать с нее припуск, добившись тем самым необходимых размеров, соответствующих чертежу или эскизу, существует несколько видов механической обработки. Все они производятся на специализированных станках с помощью специального профессионального оборудования. Наиболее востребованы, широко применяемые в промышленности — токарная и фрезерная обработка металлов.
Одним из методов металлообработки является точение — получение деталей, которые являются телами вращения (цилиндры, сферические детали). На его принципе основывается токарная обработка металла. Она включает в себя точение внешней поверхности заготовки, растачивание на ней внутренних отверстий, торцовку готовой детали, нарезание резьбы на цилиндрических изделиях и внутри отверстий, нарезка канавок и пазов разных форм.
Хотите уточнить Стоимость?
Свяжитесь с нами по телефону Оставить заявку
Производится токарная обработка металла на токарных станках.
С их помощью обрабатываются:
- цилиндрические поверхности
- конические поверхности
- фасонные поверхности металлических заготовок
- нарезается с высокой точностью резьба
- сверлятся отверстия
- вытачиваются канавки
- вытачиваются пазы
В последние годы широко распространяются такие станки с ЧПУ, которые автоматически, практически, без вмешательства человека, выполняют самостоятельно задачи по токарной обработке металла.
Разнообразие работ на современных токарных станках обеспечивается использованием профессиональных инструментов для обработки заготовок. Основные из них — резцы. Различают расточные, проходные, отрезные, подрезные виды этих режущих инструментов. Главное отличие их друг от друга заключается в форме режущей кромки. Все резцы для токарной обработки металла изготавливаются из материалов с твердостью, значительно превышающей твердость самой обрабатываемой заготовки. Обычно это сверхпрочная инструментальная сталь, сплавы тантала или вольфрама.
Приспособления для токарного станка по металлу

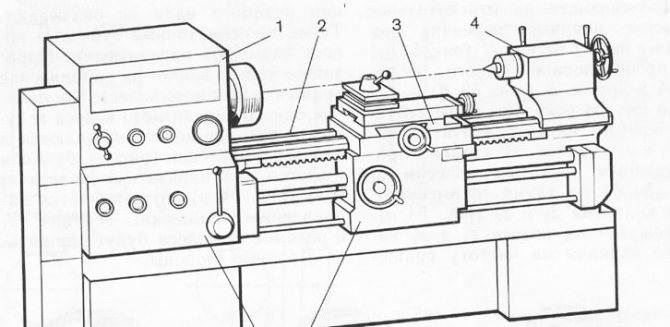
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
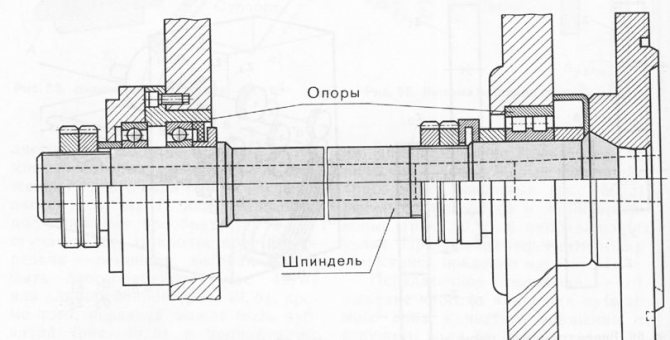
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
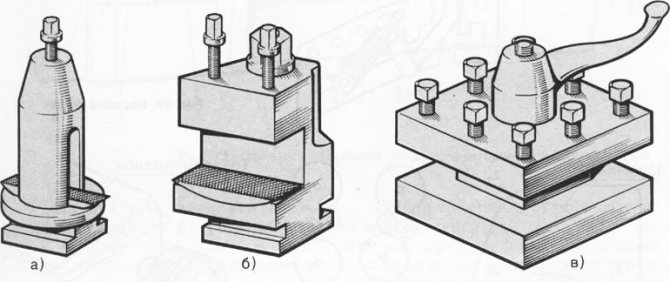
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.

На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
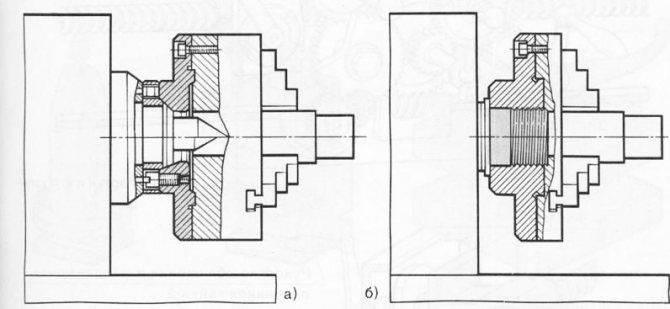
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.

На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.

Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.

Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Приспособления для токарного станка – как сделать агрегат более функциональным?
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на токарное станочное оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.

Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.

Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда максимально точное центрование не требуется, рекомендуется применять двухкулачковые патроны. В них, как правило, фиксируют небольшие детали, поковки и отливки. В большинстве случаев такие приспособления для токарных станков предназначены для фиксации деталей со строго определенными геометрическими параметрами.

Четырехкулачковые патроны используются при обработке произвольных по конфигурации заготовок.
Кулачки в них можно без затруднений центрировать за счет того, что они располагают индивидуальным приводом. Если применяются патроны с таким «персональным» приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с четырьмя кулачкам больше годятся для квадратных прутков.

Самое широкое распространение получили трехкулачковые патроны. Они обеспечивают качественные работы с большими по сечению круглыми прутками, деталями шестигранной и круглой формы. Подобная оснастка для работ по металлу характеризуется высоким усилием зажима и элементарной конструкцией, а также простой переналадкой для обработки заготовок с разными размерами. Кулачки могут быть сборными или цельными. К «минусам» трехкулачковых патронов относят то, что они быстро теряют точность при активной эксплуатации.
3 Вращающийся и упорный центр – что это?
Описанные выше патроны используют для фиксации деталей, у которых соотношение длины и сечения составляет не более 4 единиц. В остальных случаях используются специальные центры. Они дают возможность эффективно производить работы по металлу. При этом важно помнить, что в центр (вращающийся либо упорный) заготовка может быть помещена только после ее зацентровки. Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.

Под патроном поводкового типа понимают небольшой корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он отправляет требуемый крутящий момент на хомутик. Последний при помощи болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда необходимо выполнить обработку изделий, у которых центровое отверстие характеризуется относительно большой величиной. В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.

Если производится обработка заготовок с большой толщиной срезаемого слоя и процесс должен происходить на высоких скоростях резания, на станок устанавливают вращающийся задний центр. А вот при работе с деталями, у которых оси вращения шпинделя и самих заготовок не совпадают, специалисты советуют эксплуатировать вращающийся центр с рабочей поверхностью в форме сферы (специальная конусная оснастка).
Упорный центр, отличающийся высокой долговечностью, изготавливается с наконечником из твердосплавных материалов. Его установка возможна исключительно в пиноль задней бабки. Упорные центры могут быть срезанными. В этом случае с их помощью подрезают концы детали.
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу. Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.

ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.

Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
Метка: Приспособления для токарных станков
Приспособления для токарных станков по металлу и дереву позволяют расширить технологические возможности оборудования. Расширив функционал, повышается и прибыль предприятия, т.к. открываются возможности по изготовлению новой номенклатуры изделий. Кроме того, технологическая оснастка повышает производительность обработки и безопасность токарей. При покупке оборудования стоимость дополнительной оснастки может составлять до 15% от стоимости станка. Приспособления в продаже можно встретить как заводские, так и изготовленные своими руками. Первые более точные, вторые — дешевле.

Виброопоры для токарных и шлифовальных станков
Применение виброопор ОВ повысит качество обработки деталей Вибрации, возникающие при работе оборудования, влияют на качество продукции, повышают износ узлов, оказывают разрушающее действие на материалы. Биения особенно заметны при шлифовке. Защитой станет установка каждой единицы на виброопоры.

Патроны для токарного станка по дереву
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации.

Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками.

Поводковые патроны
При проведении операций выполняемых при помощи токарных станков для фиксации деталей и передачи вращательного движения от шпинделя используется поводковый патрон, который через хомутик крепится на детали болтом. Схема обработки заготовки Рис № 1. Схема обработки.

Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия). Виды и принципы.

Кулачки для токарных патронов
Кулачки для токарных патронов изготавливают нескольких типов: прямые – служат для зажима заготовки с внешней (наружной) стороны для вала или за внутреннюю поверхность в заготовке с отверстием; обратные – служат для зажима заготовок с внешней.

Кулачковые токарные патроны
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую. По количеству кулачков бывают: двухкулачковыми; трехкулачковыми; четырехкулачковыми. Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные.

Люнеты токарные для станков по металлу и дереву
Люнет – приспособления для металлорежущих станков (токарных, шлифовальных, фрезерных), предназначенные для поддержки длинных заготовок во время обработки, длина которых более 12-15 диаметров. Токарные люнеты подразделяются на 2 типа: подвижные – устанавливаются на каретке суппорта и.

Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка. Подразделяются на двухпозиционные и четырехпозиционные, т.е. в.
Современные фрезерные приспособления для токарного станка
Для расширения функциональности токарного станка рекомендуется применение специальных фрезерных деталей. Они изготавливаются в разнообразных вариантах, что дает возможность с их помощью выполнения разнообразных задач в сфере обработки деталей. Фрезерные приспособления для токарного станка бывают нескольких видов, сложность их конструкции зависит от особенностей поставленной задачи.
Современное оборудование на голову выше советских аналогов, металл, используемый в конструкции, отличается высоким качеством, прочностью и долговечностью. Крепежи агрегата имеют сертификаты качества, а также являются долговечными.
Для проведения работ на подобном агрегате мастерам требуется профильный медицинский осмотр, оборудование требует от специалиста внимательности, щепетильности, хорошего зрения. Финишная обработка любого фрагмента из металла проходит в несколько этапов.
Виды и назначение
Приспособление для токарного станка по металлу изготавливается в трех разновидностях:
- Первый вариант является специальным. С его помощью увеличиваются эксплуатационные возможности агрегата.
- Второй вариант дополнительных частей используется для того чтобы фиксировать инструмент.
- Благодаря применению третьего варианта оборудования фиксируются детали, которые подлежат обработке на токарном станке.

С помощью различной оснастки обеспечивается широкий спектр работ, выполняемых токарным агрегатом:
- качественно закрепляются металлические фрагменты;
- повышается точность обработки металлических заготовок;
- появляется возможность правильно выполнять фрезерные операции;
- ускоряется процесс обработки металлических деталей.
Фрезерное приспособление для токарного станка производится на заводах. Оно характеризуется высоким уровнем прочности, такая особенность обеспечивает ему длительное применение.
Благодаря использованию материалов высокого качества для изготовления оснастки значительно продляется срок ее эксплуатации. В домашних условиях несложно использовать самодельное приспособление для токарного станка по металлу. Наиболее часто осуществляется применение специальной приставки, благодаря которой мастера могут выполнять следующие операции:
- фрезеровать плоскости;
- выбирать пазы и канавки;
- обрабатывать основу с помощью торцевых и концевых фрез;
- контурно обрабатывать разнообразные изделия.
Приспособление для токарного станка дает возможность не только расширить сферу применения оборудования, но и максимально точно выполнять работы по металлообработке.
Какое оборудование использовать?
Выбирать приспособление на токарный станок необходимо в соответствии с поставленными перед оператором задачами. Наиболее часто специалистами осуществляется использование нескольких частей.
Виброопоры – идеально подходит для токарного станка по металлу, а также для шлифовального оборудования. С его помощью обеспечивается увеличение качества обработки детали. Благодаря подобному изделию значительно уменьшается вибрация, такой принцип работы положительно отображается на длительности эксплуатации станка.
Центры. Токарные агрегаты имеют универсальную конструкцию, но она вынуждает мастера использовать специальную оснастку. Благодаря центрам обеспечивается максимально качественная настройка параметров точности.
Патроны. Применение устройства наиболее часто осуществляется в агрегатах по дереву. С помощью подобного оборудования обеспечивается максимально надежная фиксация фрагмента. Крепление патрона осуществляется с помощью болта через хомутик.
Кулачки. Такого вида детали характеризуются присутствием нескольких вариантов исполнения. С их помощью обеспечивается надежная фиксация детали с внешней стороны вала.

Кулачковые токарные патроны – детали используются для фиксации заготовок, которые имеют прямоугольную, цилиндрическую или фасонную форму. Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Подбор оборудования обязан проходить после изучения всех достоинств агрегата, а также анализа условий помещения, где будет установлено оборудование. Дополнительно следует определить, где будет размещаться шкаф с металлическими фрагментами и готовыми изделиями.
Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.
Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.
Особенности использования кулачковых патронов
Наиболее часто в металлообрабатывающих агрегатах используются кулачковые патроны. В подобном случае рекомендуется применять двухкулачковые приспособления для токарного станка. Они являются оптимальным вариантом при отсутствии необходимости в максимально точном центрировании.
С их применением осуществляется фиксирование небольших деталей, отливкой, поковок. Кулачковые патроны фиксируют детали, которые имеют строго определенные геометрические параметры. Если необходимо обработать произвольные по конфигурации заготовки, то это требует применения четырехкулачковых патронов.
Самодельные приспособления характеризуются появлением индивидуального привода, такая конструкция дает возможность максимально простого центрирования.
При использовании патронов с таким приводом предоставляется шанс обработки на станке прямоугольных и асимметричных деталей. Квадратные прутки обрабатываются с использованием самоцентрирующихся приспособлений, которые оснащаются четырьмя кулачками.
Часто в металлообрабатывающих станках осуществляется применение трехкулачковых патронов.

С их помощью обеспечивается качественное выполнение работ с прутками, имеющими большое сечение.
Дополнительно они применяются для обработки деталей, имеющих круглую или шестигранную форму. Для такой оснастки характерны высокие усилия зажима, благодаря максимально простой конструкции изделия его переналадку в соответствии с размерами заготовки сможет выполнить любой желающий мастер.
Если трехкулачковые патроны будут активно использоваться, это приведет к потере точности, что является их единственным недостатком.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.