Рассверливание отверстий в металле
Рассверливание отверстий в металле
Технология сверления и рассверливания отверстий
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
В зависимости от требуемого качества и числа обрабатываемых заготовок сверление отверстий производят по разметке или кондуктору. В процессе работы необходимо соблюдать следующие основные правила:
- при сверлении сквозных отверстий в заготовках необходимо обращать внимание на способ их закрепления; если заготовка крепится на столе, то нужно установить ее на подкладку, чтобы обеспечить свободный выход сверлу после окончания обработки;
- сверло следует подводить к заготовке только после включения вращения шпинделя так, чтобы при касании поверхности заготовки нагрузка на него была небольшой, иначе могут быть повреждены режущие кромки сверла;
- не следует останавливать вращение шпинделя, пока сверло находится в обрабатываемом отверстии. Сначала надо вывести сверло, а затем прекратить вращение шпинделя или остановить станок, в противном случае сверло может быть повреждено;
- в случае появления во время сверления скрежета, вибраций, возникающих в результате заедания, перекоса или износа сверла следует немедленно вывести его из заготовки и после этого остановить станок;
- при сверлении глубоких отверстий (l>5d, где l — глубина отверстия, мм; d — диаметр отверстия, мм) необходимо периодически выводить сверло из обрабатываемого отверстия для удаления стружки, а также для смазки сверла. Этим существенно уменьшается вероятность поломки сверла и преждевременного его затупления;
- отверстие диаметром более 25 мм в сплошном металле рекомендуется сверлить за два перехода (с рассверливанием или зенкерованием);
- сверление следует выполнять только по режимам, указанным в технологических картах или в таблицах справочников, а также по рекомендациям мастера (технолога);
- при сверлении отверстий в заготовках из стали или вязких материалов обязательно применять СОЖ для предохранения режущего инструмента от преждевременного износа и увеличения режимов резания.
Сверление по разметке применяют в единичном и мелкосерийном производствах, когда изготовление кондукторов экономически неоправданно из-за небольшого числа обрабатываемых деталей. В этом случае к сверловщику поступают размеченные заготовки с нанесенными на них контрольными окружностями и центром будущего отверстия (рис. 6.21, а). В некоторых случаях разметку производит сверловщик.
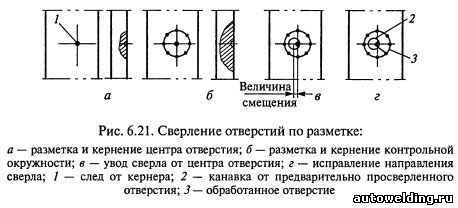
Сверление по разметке производят в два этапа: сначала предварительное сверление, а затем — окончательное. Предварительное сверление производят с ручной подачей, высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и сверло, удаляют стружку, проверяют совмещение окружности надсверленного отверстия с разметочной окружностью.
Если предварительное отверстие просверлено правильно (рис. 6.21, б), сверление следует продолжить и довести до конца, а если отверстие ушло в сторону (рис. 6.21, в), то производят соответствующую корректировку: прорубают узким зубилом (крейцмейселем) две-три канавки 2 с той стороны от центра, куда нужно сместить сверло (рис. 6.21, г). Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1. 0,5 мм.
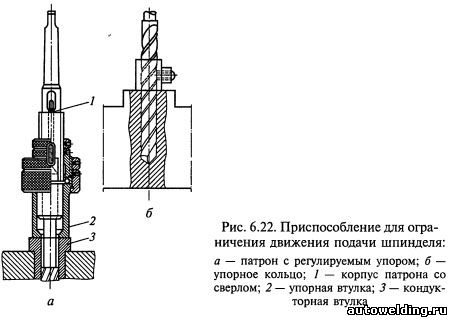
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Рассверливание отверстий
Отверстия диаметром более 25 мм обычно сверлят за два перехода: вначале сверлом меньшего диаметра, а затем — большего диаметра.
Диаметр первого сверла примерно равен длине поперечной режущей кромки второго сверла. Это позволяет значительно уменьшить силу резания при обработке сверлом большего диаметра.
При рассверливании рекомендуется подбирать размеры сверл в зависимости от наименьшего диаметра отверстия. Рассверливать можно только отверстия, предварительно полученные сверлением. Отверстия, полученные литьем, штамповкой, рассверливать не рекомендуется, так как в этих случаях сверло сильно уводит вследствие несовпадения центра отверстия с осью сверла.
Правила и приемы работы при рассверливании отверстий аналогичны правилам и приемам при сверлении.
Технологии сверления металлов
Технологии сверления металлов
Инструменты и оборудование для сверления металлов
Технологии сверления отверстий в металле, применяемые в быту
Уменьшение диаметров глубоких частей отверстий
Технологии сверления отверстий в металле, применяемые в промышленности
Технология глубокого сверления металла
Технология сверления толстых листов металла
Технология сверления тонких листов металла
Особенности сверления сквозных отверстий в металлических заготовках
Особенности сверления глухих отверстий в металлических заготовках
Технологии сверления сложных отверстий в металлических заготовках
Основные таблицы для сверления металлов, необходимые для выбора режимов резания и иных нужд
Таблица №1: выбор режимов резания при сверлении металлов
Таблица №2: поправочные коэффициенты
Таблица №3: сверление углеродистой стали (выбор количества оборотов и скорости подачи в зависимости от диаметра сверла)
Таблица №4: выбор скорости сверления сложной аустенитной стали
Таблица №5: выбор диаметров просверливаемых отверстий, предназначенных для нарезания метрических и дюймовых резьб
Техника безопасности при сверлении металлов
В этой статье мы поговорим о технологиях сверления металла, которые мастера применяют в быту и на производстве. Вы узнаете обо всех особенностях и нюансах техпроцессов.

Фотография №1: сверление металла
Инструменты и оборудование для сверления металлов
Для сверления металлов применяют следующие основные инструменты и оборудование.
Бытовые и промышленные дрели.
Держатели для них, жестко фиксирующие инструменты и обеспечивающие возможность плавной и точной их подачи.
Стационарные станки для сверления металла (вертикального и горизонтального типов, глубокого сверления и пр.).

Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
Отверстие намечают при помощи молотка и кернера.
Заготовку зажимают в тисках или при помощи струбцины.
Сверло нужного диаметра вставляют в патрон дрели и зажимают.
Высверливают сквозное или глухое отверстие.

Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.

Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.

Изображение №2: технология уменьшения диаметров отверстий в металле
Технологии сверления отверстий в металле, применяемые в промышленности
В промышленности применяют более сложные виды сверления металла. Используют массивные двуручные дрели и специальные станки для сверления металла (портативные и стационарные).
Расскажем об особенностях различных технологий сверления металла на производстве.
Технология глубокого сверления металла
Глубоким называется сверление в металле отверстия, длина которого в 25 и более раз превышает диаметр. Эта операция требует принудительного периодического удаления стружки и применения смазочно-охлаждающих жидкостей (СОЖ). Они нужны для охлаждения инструмента и заготовки для исключения поломки и деформации.
Процесс глубокого сверления металлов предполагает использование разных СОЖ. Их выбирают в зависимости от материалов заготовок. Перечислим наиболее эффективные смазочно-охлаждающие жидкости.
Материал обрабатываемой заготовки
Нержавеющие и жаропрочные сплавы
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний можно заменить керосином (30 %) и осерненным маслом (50 %)
Алюминий и сплавы на его основе
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смесь осерненного масла и керосина
Осерненное масло, эмульсия

Фотография №4: глубокое сверление с применением смазочно-охлаждающей жидкости
Для глубокого сверления чаще всего применяют спиральные и корончатые сверла по металлу. СОЖ добавляют вручную или при помощи систем автоматической подачи, которыми оснащены специализированные станки.
Технология глубокого сверления металла не предполагает спешки. Периодически процесс останавливают, извлекают сверло и принудительно удаляют стружку. При использовании спиральных инструментов, глубокое сверление проводят поэтапно, постепенно расширяя отверстие до нужного диаметра.
Технология сверления толстых листов металла
Для сверления толстых листов металла обычно используют либо конусные (для отверстий диаметром до 30 мм), либо корончатые сверла (для отверстий больших диаметров). Ими оснащают сверлильные станки или мощные дрели. Главное требование — оборудование должно поддерживать режим работы на самых низких оборотах.

Фотография №5: корончатые сверла по металлу
Технология сверления толстых листов металла корончатыми сверлами отличается высокой эффективностью. Энергозатраты минимальны. Отверстия после сверления коронками получаются гладкие и точные.
Технология сверления тонких листов металла
Для сверления тонких листов металла обычно применяют конусные сверла. При такой технологии диаметр увеличивается постепенно. Листы не деформируются.

Фотография №6: сверление тонких листов металла стандартными конусными сверлами
При наличии конусных сверл ступенчатого типа берут именно их. Ступени с отметками упрощают сверление большого количества отверстий определенного или разных диаметров в одном листе металла.

Фотография №7: сверление тонкого листа металла конусным ступенчатым сверлом
Особенности сверления сквозных отверстий в металлических заготовках
Главная особенность сверления сквозных отверстий в металлических заготовках — необходимость защиты поверхности верстака, столешницы или станка от выхода сверла далеко за границы заготовки. Чтобы избежать повреждения инструментов, мебели и оборудования, мастера применяют следующий способы.
Используют верстаки с отверстиями.
Подкладывают под заготовку деревянный брусок или металлическую деталь с имеющимся отверстием для свободного прохода сверла.
Снижают скорость резания при завершении сверления.

Фотография №8: использование деревянной подкладки при сверлении металла
Особенности сверления глухих отверстий в металлических заготовках
Глухие отверстия просверливают на определенную глубину. Для ее установки есть следующие методы.
Использование линеек, имеющихся на станках.
Установка на сверла втулочных упоров.
Ограничение длины сверл при помощи патронов с регулируемыми упорами.

Фотография №9: сверло с установленным втулочным упором
Современные станки оснащены автоматизированными системами подачи. При ее наличии технология сверления глухих отверстий в металле значительно упрощается. Нужно всего лишь задать параметры резания.
Обратите внимание! При проделывании длинных глухих отверстий в толстых заготовках необходимо несколько раз прерывать процесс сверления металла для принудительного удаления стружки.
Технологии сверления сложных отверстий в металлических заготовках
Половинчатые отверстия на краях заготовок сверлят так.
Зажимают в тисках две заготовки или заготовку с подкладкой, плотно прижатые друг к другу.
Центрируют сверло в нужном месте на стыке деталей.
Просверливают полное отверстие.
Сверление цилиндрических заготовок по касательным — более сложный процесс. Он проходит в два этапа.
Подготавливается перпендикулярная отверстию площадка с применением фрезерования или зенковки.
Технология сверления отверстий в металле под углом выглядит так.
Между плоскостями под нужным углом надежно закрепляется подкладка.
В полые заготовки перед сверлением помещают подкладки из древесины. Отверстия с уступами проделывают при помощи описанных в начале статьи технологий рассверливания и уменьшения диаметра отверстий.
Основные таблицы для сверления металлов, необходимые для правильного выбора режимов резания и иных нужд
Для сверления металлов мастера чаще всего пользуются следующими основными таблицами.
Как правильно сверлить отверстия в металле
При работе с металлом, не обойтись без сверления отверстий. Работы с металлом относятся к сложным операциям. Это обуславливается, что детали из металла обладают высокой прочностью, для обработки которых нужно использовать специальное оборудование и технологии.

Сверлить отверстия может понадобиться в любой сфере и при выполнении работ на даче, дома или в гараже. Даже при ремонте машины, приходиться сверлить отверстия в металле. Если выполнять работу вы собираетесь не на рабочем месте, вам потребуется электрическая дрель или перфоратор с переходным патроном для сверла, а так же керно или метчик, для насечки центровки отверстия.
Если вам нужно сделать отверстия в небольших деталях, использовать лучше сверлильный станок. На нём вы будете уверены в правильном направлении сверла, и скорости сверления.
Какое сверло выбрать для сверления металла

Один из первых вопросов, который задают неопытные мастер-каким сверлом сверлить металл ? На самом деле, ответить грамотно не так и легко. Для обработки металла нужно использовать специальные сверла из быстрорежущей инструментальной стали. В них режущая часть изготовлена с добавлением нитрид-титана.
При выборе сверл для сверления металлов, основные и ходовые являются сверла из быстрорежущей инструментальной стали, в магазине их можно найти по отметке HSS.
При работе с чугуном, нержавейкой и прочими металлами которые тяжело поддаются обработке следует использовать сверла твердосплавного состава. Недостатком их является очень высокая цена, что делает работу дорогой.
Если же выбирать сверла с одним из лучших режущих свойств, это будет инструмент с добавлением кобальта, имеющий маркировку-P6M5K5. Это лучшее соотношение цена и качество.
Можно ли сверлить металл сверлом по бетону ?

Бывает необходимость сделать срочно отверстие в металле, и под рукой только сверло по бетону. На таком сверле наконечник выполнен из победита, который даёт возможность сверлить бетон, кирпич с боем. Воспользоваться таким сверлом для высверливания отверстия в металле не получится. Вы можете слизать победитовый наконечник сверла, особенно если попытаетесь воспользоваться сверлом большого диаметра или для высверливания толстого металла. Подытожив, победитовым сверлом просверлить металл не получится.
Однако, если победит заточить под правильным углом, сверлить металл возможно.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит. Так вы его испортите.
Производить сверление металла нужно на низких или средних оборотах, не превышая 500-1000 оборотов.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Как правильно сверлить металлические изделия
Одним из самых важных параметров с высверливании отверстия является острота сверла. Если вы приобрели одно из самых дешевых сверл, оно может оказаться тупым и вовсе из мягкого металла, который не даст вам сделать и пару отверстий.
Насколько быстро будет срезаться и тупиться наконечник сверла, зависит скорость сверления, твердость металла, усилия прилагаемого на сверло, и охлаждения.
- При сверлении больших отверстий, предварительно нужно сделать отверстия меньшего диаметра. Так процесс будет намного быстрее, и сверла не будут так быстро тупиться.
- Для точной центровки отверстия, нужно воспользоваться керном, и накернить центр отверстия перед сверлением.
- Для охлаждения рабочей части сверла, нужно воспользоваться машинным маслом. Просто опустите рабочую часть сверла в емкость с маслом. Периодически повторяйте эту операцию. Можно использовать мыльную воду для охлаждения(за счёт снижения силы трения).
- При высверливании глубоких отверстий периодически доставайте сверло и освобождайте его от стружки.
Как сверлить листовой металл
При работе с листовым металлом особых трудностей возникнуть не должно, даже при высверливании отверстий большого диаметра. Единственное, нужно под место сверления подкладывать деревянный брусок, он поможет снять стружку. Когда вы чувствуйте, что почти просверлили металлический лист-уменьшите давление на сверло, это так же поможет уменьшить вероятность возникновения заусенец.
Как правильно делать отверстия в трубах

Основной проблемой при высверливании отверстий в круглых трубах, является сложность перпендикулярного сверления. Это означает, что отверстие с которого началось сверление, не соответствует выходному. Что бы решить эту проблему, нужно применять сверлильный станок, или специальные направляющие, которые можно сделать самому или приобрести готовые.
Как сверлить алюминий
Кто работал с алюминиевыми деталями, знает, что это мягкий металл. Основная проблема при сверлении алюминия, заключается в обильном обертывании стружкой сверла. Из-за этого сверло перестает сверлить и застревает в металле. Что бы избежать этого, нужно чаще доставать сверло из отверстия и снимать стружку.
Как сверлить нержавейку (нержавеющую сталь)
Нержавейка относится к легированной стали, выполнять сверление который не простое дело. Для того, что бы сверление было комфортное, желательно выбирать сверла с кобальтовым наконечником. Сверлить нержавейку нужно на минимальных оборотах, а именно 100-200 оборотов в минуту. Такие обороты дают нужную скорость реза нержавейки и хорошее качество. Если на вашем инструменте нет регулировки оборотов вращения, стоит нажимать кнопку периодически на секунду-две, что не даст быстро разогнаться сверлу.
Если нужно сделать отверстие большого диаметра, нужно применять коронки по металлу, которые дают возможность сверлить только по наружному диаметру отверстия.
Как сверлить отверстия большого диаметра

Когда требуется сделать отверстия большого диаметра в металле, нужно использовать инструмент подходящий для этой цели.
- Предварительно нужно сделать отверстие меньшего диаметра. Можно использовать несколько сверл постепенно увеличивая диаметр отверстия. Таким способом сверлам будет легче проходить металл, особенно толстый.
- Использование ступенчатого сверла. Такие сверла могут называть конусными.
- Применение специальных коронок по металлу. Высверливание отверстий большого диаметра коронками дается очень легко за счёт сверления только наружного диаметра отверстия. Коронка состоит из центрирующего сверла, которые вначале просверливает металл в центре и в дальнейшем направляет коронку. Сверление коронкой нужно производить на очень малых оборотах.
Один из лучших способов-использование коронок по металлу. Минусом этого метода, является не регулируемый диаметр коронки(продаются и регулируемые коронки, но такие покупать не советуем из-за их плохого качества). Под каждый диаметр отверстия нужно иметь разные коронки.
Как не затупить сверло по металлу ?
Во время сверления, можно запросто сжечь(затупить) рабочую часть сверла. Это происходит из-за больших оборотов, из-за которых сверло нагревается и плавиться. Этого избегают за счёт низких оборотов или смазки сверла охлаждающей смазкой.
Если специальной охлаждающей смазки для сверл нет, можно использовать машинное масло, которое снизит силу трения.
Как сверлить дрелью ?
Что бы разобраться как правильно сверлить дрелью металл, нужно вывести ряд основных правил, от которых не желательно отходить:
- Вам понадобиться дрель или шуруповерт, керн с молотком, средства защиты-очки и средство для охлаждения сверла(чаще всего машинное масло).
- В начале работ нужно разметить центр отверстия
- Надеть защитные средства. Стружка может легко отскочить в глаза. После чего извлечь от туда будет проблематично без специализированной врачебной помощи.
- Накернить центр отверстия.
- Начинать сверление на малых оборотах
- Периодически доставать сверло из отверстия очищая от стружки и охлаждая в масле.
Соблюдая выше изложенные правила и последовательность, можно без проблем делать отверстия любого диаметра. При выполнении которых срок годности сверла будет максимальным, за счёт выдержки малых оборотов и его охлаждения в масле.
На большом количество дрелей можно установить ограничитель глубины, который позволяет настраивать глубину сверления. Он может понадобиться вам при сверлении глухих отверстий.
Технология сверления больших и маленьких отверстий
Обзор технологии сверления отверстий в металле. Как вставить и вытащить сверло из дрели, или шуруповерта. Варианты использования смазки. Выбор режима работы в зависимости от материала. Сверление глубоких и больших отверстий. Высверливание точечной сварки.

Сверление отверстия в металле – распространенная технологическая процедура, которую можно выполнять с помощью различного оборудования. Методы выполнения работ различаются в зависимости от заданной глубины, диаметра, типа поверхности, а также необходимой точности.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
Вторая заготовка должна быть выполнена из того же материала. В противном случае инструмент будет смещаться относительно оси сверления в сторону более мягкого металла.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Приспособления для облегчения процесса

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как правильно просверлить отверстие
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.

Профессиональные дрели оснащают быстро- или самозажимными патронами. Их конструкция схожа с аналогичными узлами перфоратора. Вместо зубчатого кольца используется подвижная гильза, вращаемая вручную. Некоторые модели имеют ограничитель сжатия кулачков.
Разметка будущего отверстия
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.

Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Можно ли использовать победитовое сверло
Победит представляет собой твердый сплав на основе карбида вольфрама и кобальта. Его твердость сопоставима с алмазом.
Победитовая напайка на сверлах используется для дробления прочных материалов: камня, кирпича или бетона. Учитывая тот факт, что сверление отверстий в металле основано на принципе резания, лучше использовать классические приспособления из инструментальной стали.
Использование победитового сверла для обработки металлических изделий приведет к быстрому износу напайки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Как и чем сверлить глубокие отверстия
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Особенности сверления отверстий большого диаметра
Просверлить отверстие большого диаметра – достаточно сложная задача даже для опытного токаря. Как было сказано выше, в качестве рабочего инструмента используется конусно-ступенчатое сверло или корончатая насадка.
Альтернативный способ сверления большого отверстия в металле заключается в использовании нескольких сверл с переходом от меньшего к большему.
Специалисты рекомендуют использовать коронки. Несмотря на высокую себестоимость процедуры, она позволяет получить более точные отверстия.
Способы высверливания точечной сварки
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Чем и как ровно и точно рассверлить отверстие в металле
 Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Необходимые инструменты
 Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
 Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Сверление металла
 Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
 Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
Originally posted 2018-03-28 15:16:49.
Сверление отверстий
Отверстия в сплошном металле образуют сверлением. Сверление и рассверливание на токарных станках применяются главным образом как метод предварительной обработки.
Осуществляется сверление при вращающейся заготовке и реже при вращающемся сверле, закрепленном в шпинделе станка
Сверление отверстий обеспечивает точность размеров отверстия до 12-го квалитета и шероховатость до 3—4-го классов. Рассверливанием увеличивают диаметр ранее просверленного отверстия и при определенных условиях повышают его точность примерно на один квалитет.
Рассматриваемая токарная обработка металлов, производится на токарных станках, а в качестве режущих инструментов используются преимущественно спиральные сверла.
Спиральное сверло представляет собой двузубый режущий инструмент, состоящий из рабочей части, шейки и хвостовика. Рабочая часть включает режущую и направляющую части.
Установка сверл на станке
Сверление на токарном станке производится невращающимся сверлом, которое закрепляется в пиноли задней бабки.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие пиноли, если размеры их совпадают, или при помощи переходной втулки 2 (рис. 54), одетой на хвостовик сверла 1.
Сверла с цилиндрическим хвостовиком закрепляются на станке посредством сверлильных патронов, одна из конструкций которых показана на рис. 55, а. В наклонных отверстиях корпуса 3 установлены кулачки 4 в виде цилиндрических стержней со скосами для закрепления сверла и резьбовой частью на наружной поверхности. Внутри муфты 5 закреплена гайка с конической резьбой, которая соединяется с резьбой кулачков. Если ключом 2 вращать муфту, то кулачки, перемещаясь в наклонных отверстиях будут сжиматься, обеспечивая закрепление и центрирование сверла. Корпус 8 с обратной стороны имеет глухое коническое отверстие, которым он неподвижно насаживается на хвостовик 1. Такие патроны выпускаются трех размеров: ПС-6, ПС-9, ПС-16 (цифры обозначают наибольший диаметр закрепляемого сверла).
Если требуется частая смена инструментов, устанавливаемых в задней бабке, удобно пользоваться быстросменными патронами (рис. 55, б). Патрон состоит из корпуса 2 с коническим хвостовиком 6 и двумя отверстиями, в которых свободно завальцованы шарики 3. В корпус устанавливается переходная втулка 1 с коническим отверстием Морзе. На наружной поверхности втулки выполнены две радиусные канавки, в которые при рабочем положении патрона западают шарики. На корпусе свободно надета муфта 4, продольное положение которой ограничивается пружинными кольцами 7 и 9 и подпружиненным шариком 5, фиксирующим муфту в рабочем состоянии. Отверстие 5 предусмотрено для выхода воздуха при установке переходной втулки в патрон.
Действие патрона следующее, Требуемое сверло вставляется в переходную втулку и вместе с ней устанавливается в патрон. Муфта при этом сдвинута вправо. Затем при перемещении влево муфта нажимает на шарики, которые входят в выемки втулки и закрепляют ее. Чтобы сменить инструмент, достаточно сдвинуть муфту вправо, и втулка со сверлом свободно вынимается из патрона.
Для сверления с механической подачей иногда применяют несложное приспособление в виде втулки с прямоугольным выступом, которым она закрепляется в резцедержателе суппорта.
При глубоком сверлении возникает необходимость частого вывода сверла из отверстия для очистки от стружки. В этом случае значительно сократить время отвода сверла и возвращения его в исходное положение можно, применяя довольно простой патрон (рис 55, в). Он состоит из корпуса 2 с коническим хвостовиком, сверлодержателя 1 с ввернутой в него рукояткой 3. В корпусе имеется продолговатый паз с рядом поперечных канавок. Для отвода сверла достаточно вывести рукоятку из канавки и отвести сверло вправо. Возвращение сверла в рабочее положение выполняется в обратном порядке.
Рис. 54. Переходная втулка со вставленным в нее хвостовиком сверла
Рис. 55. Сверлильные патроны: а — кулачковый; б — быстросменный; в — для глубокого сверления
Подготовка к сверлению
Важные условия качественной токарной обработки отверстия сверлом: прочное закрепление заготовки без заметного биения, перпендикулярность ее торца к оси вращения, отсутствие на торце неровностей и выпуклости, совпадение оси пиноли с осью шпинделя, придание первоначального направления сверлу.
Заготовку, установленную в токарном патроне, при необходимости выверяют и прочно закрепляют. Торец ее перед сверлением чисто подрезают. Чтобы придать первоначальное направление сверлу, особенно при большой длине его, рекомендуется в центре торца делать небольшое конусное углубление. Его выполняют упорным резцом (рис 56, а) или коротким жестким сверлом (рис 56, б). Угол центрового углубления делают на 20—30° меньше угла при вершине рабочего сверла. При таком условии перемычка сверла в начальный момент не будет участвовать в резании (рис. 56, б), что намного уменьшает опасность смещения сверла в сторону.
Для повышения жесткости длинных сверл рекомендуется подпирать их в начале сверления обратной стороной резца, закрепленного в резцедержателе несколько выше оси центров.
Перед сверлением глубокого отверстия заготовку следует сначала надсверлить коротким сверлом такого, же диаметра на глубину, примерно равную диаметру отверстия. В этом случае основное сверло, получив первоначальное направление, не сможет отклониться в сторону.
Не менее важна правильная установка сверла. Хвостовик его и отверстие пиноли следует насухо протереть, забоины на хвостовике удалить напильником. Сверло устанавливают в пиноль резким осевым толчком.
Приемы сверления
Обычно применяется следующий способ сверления на токарном станке (рис. 57). После подготовительной работы включают вращение шпинделя и вручную поворотом маховичка задней бабки подводят сверло к торцу вращающейся заготовки. При этом следует избегать удара, иначе сверло может поломаться. Вначале сверло подают вперед медленно, когда же оно врежется в металл на глубину, немного большую длины режущей части, подачу можно увеличить. Подача сверла должна выполняться плавно, без рывков.
Особую осторожность следует проявлять при выходе сверла иа сквозного отверстия. В этом месте возникает неравномерная нагрузка режущих кромок и они могут выкрошиться. Поэтому на выходе подачу надо резко уменьшать.
Прежде чем выключить вращение шпинделя, сверло надо вывести из отверстия, иначе вследствие упругой деформации металла оно может заклиниться в отверстии.
При сверлении стружка тяжело выходит из отверстий, поэтому сверло надо периодически очищать металлической щеткой.
Глубину глухого отверстия выдерживают по миллиметровой шкале пиноли, по лимбу маховичка задней бабки, а при их отсутствии — по меловой риске, которую наносят на сверло.
Для увеличения стойкости сверла его рекомендуется охлаждать. Стали сверлят с применением эмульсии, цветные металлы — с охлаждением или всухую, чугун — без охлаждения. Струю охлаждающей жидкости направляют на сверло около торца обрабатываемой детали и включают одновременно с началом резания.
Ручная подача сверла, особенно при обработке отверстий большого диаметра, слишком затруднительна. Поэтому в ряде моделей современных токарных станков предусмотрено устройство для механического перемещения задней бабки. Оно представляет собой
замок. который состоит из двух угольников, соответственно прикрепленных к поперечным салазкам суппорта и плите задней бабки. Перед включением механической подачи заднюю бабку открепляют от станины.
Рассверливание отверстий
Сверление отверстий большого диаметра сильно затрудняется из-за значительного усилия подачи. Поэтому отверстия диаметром свыше 30 мм выполняют двумя сверлами. Диаметр первого из них принимают равным примерно ½ диаметра отверстия. Благодаря этому перемычка второго сверла не участвует в резании, намного снижается усилие подачи и уменьшается вероятность ухода сверла в сторону. Приемы рассверливания те же, что и при сверлении.
Режимы резания при сверлении и рассверливании
Глубина резания t при сверлении характеризуется размером сверла и равна ½ его диаметра. При рассверливании она определяется полуразностью диаметров отверстия после и до обработки.
Подача S при сверлении и рассверливании соответствует осевому перемещению сверла за один оборот заготовки и выражается в мм/об.
Скорость резания v для невращающегося сверла равна окружной скорости вращения обработанной поверхности отверстия в м/мин.
Подача сверла на токарных станках чаще всего осуществляется вручную. При работе с механической подачей для отверстий диаметром от 5 до 30 мм в стальных заготовках ее можно выбирать в пределах 0,1—0,4 мм/об. Большие подачи в указанных пределах принимают для сверл большего диаметра. При сверлении чугуна подачу можно увеличить примерно в 1,5 раза; то же самое и при рассверливании отверстий.
Скорость резания для быстрорежущих сверл при обработке отверстий в стальных и чугунных заготовках выбирают в пределах 20—40 м/мин; для сверл, оснащенных пластинками твердого сплава, ее можно увеличивать в 2—3 раза. Для сверл меньшего диаметра принимают большие значения скорости резания.
Особенности сверления глубоких отверстий
При обработке глубоких отверстий условия работы спирального сверла резко ухудшаются: затрудняется выход стружки и подвод охлаждающей жидкости к режущим кромкам, уменьшается жесткость сверла и появляется опасность увода его в сторону. В таких случаях рекомендуется пользоваться сверлами для глубокого сверления, в конструкции которых предусмотрена возможность частичного или полного устранения указанных недостатков.
Охлаждение режущих кромок и выход стружки из глубокого отверстия улучшаются при применении спиральных сверл с каналами для подвода охлаждающей жидкости под давлением (рис. 58, а). Однако такие сверла, обладая недостаточной жесткостью, не обеспечивают строгой прямолинейности оси отверстия и их применяют лишь для обработки отверстий невысокой точности.
Для улучшения направления сверла в отверстии и условий охлаждения режущих кромок применяются четырехленточные спиральные сверла (рис. 58, б). У таких сверл несколько увеличена толщина сердцевины, а на спинках каждого зуба выполнены по две направляющие ленточки. Образующиеся за счет этого дополнительные канавки 1 позволяют жидкости свободно подходить к режущим кромкам, не встречая на своем пути раскаленную стружку. При применении таких сверл точность обработки отверстий несколько повышается, однако недостатки, присущие обычным спиральным сверлам (невысокая жесткость, наличие перемычки), остаются.
Глубокие отверстия повышенной точности обрабатываются пушечными и ружейными сверлами. Характерная особенность их конструкции— наличие одного зуба и большой направляющей поверхности.
Пушечное сверло (рис. 58, в) представляет собой круглый стержень с цилиндрическим хвостовиком 3. Для образования режущей кромки 1 и пространства для выхода стружки рабочая часть 2 сверла срезана по радиусу, а для уменьшения трения о стенки отверстия создана небольшая обратная конусность на направляющей части. Недостатки таких сверл: затрудненный выход стружки из отверстия и недостаточно эффективное охлаждение режущей кромки.
Ружейное сверло (рис. 58, г) обычно изготавливается из трубки быстрорежущей стали. По всей длине ее, за исключением хвостовика 3, провальцована угловая стружечная канавка. При этом внутри сверла образуется серпообразный канал, по которому подводится охлаждающая жидкость. Напорная струя жидкости, подаваемая под высоким давлением, не только интенсивно охлаждает режущую кромку, но и вымывает стружку из отверстия. Благодаря ломаной форме режущей кромки 1 широкая стружка разделяется и на дне отверстия образуется центрирующий конус, улучшающий направление сверла во время резания.
Чтобы придать пушечным и ружейным сверлам первоначальное направление, отверстие предварительно надсверливают коротким спиральным сверлом.
Рис. 58. Сверла для глубокого сверления: а — с каналами для охлаждающей жидкости; б — четырехленточное; в — пушечное; г — ружейное