Самодельные электроды по алюминию своими руками
Самодельные электроды по алюминию своими руками
Сварочные электроды своими руками
Содержание:
- Необходимые материалы
- Процесс изготовления
- Электроды для алюминия
- Угольный электрод
- Оцинковка
- Точечная контактная сварка
- Интересное видео
Нельзя пожаловаться на небольшой выбор электродов в специализированных магазинах, однако существует такая интересная возможность, как сделать электроды для сварки своими руками. Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.

Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
- Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
- Жидкое стекло, играющее роль связующего звена.
- Порошок из мела или известняк.
- Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.

Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Процесс изготовления
Если нарезана проволока и измельчен мел, то можно приступать к изготовлению электродов. Разбираясь, как сделать электрод, следует понимать, что предварительно смешивать порошок мела и силикатный клей не обязательно.
Следует взять кусок проволоки, положить его на ровную горизонтальную поверхность, и обмазать набранным из банки с помощью кисти жидким стеклом. Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Вторым способом является предварительное приготовление обмазки, которую можно получить, смешав растолченный мел и жидкое стекло в виде силикатного клея. Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.

После того, как обмазка окончательно высохнет, полученный самодельный электрод необходимо подвергнуть прокалке. Осуществлять прокаливание следует в электрической духовке, включив режим проветривания. Время этого процесса составляет не менее получаса, а температура должна быть приблизительно 100 градусов. Это позволит обмазке загустеть и образовать прочную оболочку.
Прекрасно, если полученные электроды можно будет тут же проверить на имеющемся оборудовании, и при необходимости внести в процесс изготовления коррективы.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным.
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Угольный электрод
Изготавливая угольный электрод своими руками, в качестве основного стержня следует выбирать пруток, изготовленный из угля или кокса. Могут быть включены и другие добавки. Процесс изготовления разделяется на приготовлении смеси, ее формирования и просушки.

Оцинковка
Цинковый электрод служит источником электронов при гальванизации, которые поступают во внешнюю цепь. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Чтобы выполнить цинковый электрод своими руками, придется совершить ряд особых действий. Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Точечная контактная сварка
Точечная или иначе контактная сварка — это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.

Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Интересное видео
Виды электродов по алюминию и правила качественной сварки
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.

Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.

Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
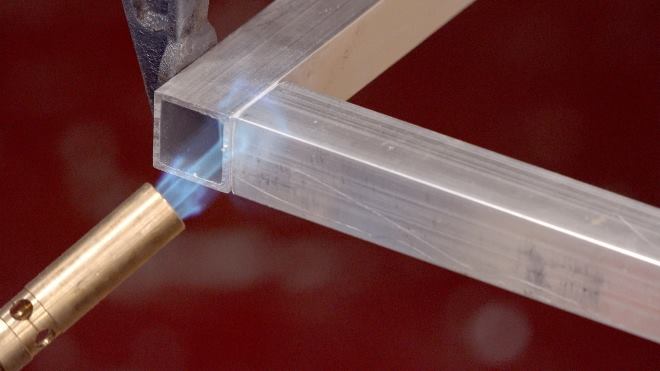
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.

Сварочные электроды ОК
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.

Марки электродов по алюминию и их особенности
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Электроды для сварки алюминия своими руками
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.

Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.

Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки. Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК

Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50. Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца. Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном. Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе. Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
Не важно, какую марку электродов вам нужно приобрести, в любом случае это стоит недешево. Особенно, для начинающих сварщиков. Мы нашли решение для этой проблемы и предлагаем вам сделать стержни самим. В интернете есть много видеороликов, в которых опытные мастера рассказывают технологию изготовления материалов для сварки.
Мы тоже решили поделиться своей инструкцией, как своими руками изготовить самодельные электроды. Соблюдайте следующие простые шаги:
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.

Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Теперь вы знаете, как сделать сварочные электроды своими руками и какие особенности стоит учесть, прежде чем приступить к работе. Обязательно испробуйте самодельные стержни и поделитесь своим опытом в комментариях, это будет полезно для других сварщиков. Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
Выбор электродов для сварки изделий из алюминия, их особенности и характеристики

Сваривание элементов из легкоплавких металлов по трудоемкости можно сравнить с тугоплавкими. На первые и вторые оказывают влияние не только внутренние, но и внешние факторы.
Электроды для алюминия включает различные добавочные материалы, что упрощает работу с этим цветным металлом, создают дополнительную защиту.
Но и они не в состоянии избавить сварщика от всех предварительных аспектов, которые необходимо решить перед началом операции сварки.
Стержни по алюминию имеют широкое хождение не только на промышленных предприятиях, но и бытовых условиях — гараже, загородном доме, небольшой ремонтной мастерской.
Однако используя их дома для соединения деталей инвертором, можно столкнуться с определенными трудностями. И только правильно подобранный наплавочный материал и предварительная подготовка поможет качественно соединить конструкцию.
- Технические особенности электродов
- Выполнение сварки
- Выбор электрода
- Виды
Технические особенности электродов
Толщина соединяемых деталей ограничена диаметром стержня, который, в основном, колеблется от 4 до 5 мм. Операции с более тонкими электродами сопряжены с трудностями в силу повышенной скорости плавления стержня.
Последний расплавляется в три раза быстрее стального. Исходя из этого, рекомендуется сваривать алюминиевые детали толщиной не менее 4 мм. Выпускаемая длина 3-х миллиметровых стержней — 22-30 см, 4-5 — 35-45 см.
Основными трудностями, которые возникают во время сварочного процесса алюминия, являются следующие факторы:
- оксидная пленка — формируется на поверхности стыкуемых элементов, причем температура плавления первой, более чем в три раза выше расплава самого алюминия — 2 000° C;
- быстрое окисление металла приводит к образованию тугоплавкой пленки, что усложняет получение цельного шва;
- чтобы предупредить растекание металла, следует применять теплопроводящие подкладки;
- присутствие в алюминиевых сплавах кремния способствует формированию кристаллизационных трещин;
- при случайной остановке операции на конце электрода и сварочной ванны возникает слой шлака, усложняющий повторное разжигание дуги;
- вследствие высокого показателя линейного расширения, происходит деформирование сварочного валика при его затвердевании.
Операции сварки с алюминием потребует повышения силы тока в 1,5 раза, по сравнению с другими металлами.
Выполнение сварки

Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Среди первых практикуются уайт-спирит, технический ацетон, растворители на основе ксилола и уайт-спирита — PC-1, PC-2. Щелочная ванна допускает нахождение детали в составе не больше 5 мин.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
- вода — 1 л;
- кальцинированная сода — 50 г;
- технический трехзамещенный фосфорнокислый натрий — 50 г;
- силикатный клей — 30 г.
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Подготовки перед сваркой потребуют и токопроводящие стержни для сварочной операции. Для получения качественного валика, электроды необходимо два часа выдержать в печи при температуре не менее 200° C.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.
Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
- шов освобождается от сформировавшейся корки шлака;
- валик поливается горячей водой;
- очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.
Выбор электрода

Выбирая токопроводящие стержни для сварки алюминия, необходимо обратить внимание на такие аспекты:
- Состав электрода должен соответствовать сплаву соединяемых элементов. Информация о первом указывается производителем на упаковке, сертификате.
- Толщина расходного материала не должна превышать толщину обрабатываемой детали больше чем на 1 мм. Нарушение правила приведет к прожогу элемента.
- Просушенные более раза сварочные стержни снижают прочность полученного валика. Сварка выполняется угольными, графитовыми либо вольфрамовыми электродами, что определяется способом операции.
Для сварочных операций с алюминием используется несколько видов стержней. Основными из них являются следующие группы:
- щелочно-солевая — OK 96.10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
- OЗAHA — обеспечивают хороший показатель свариваемости и полученного валика на разных сплавах металла, можно варить не только горизонтальные, но и вертикальные швы;
- OЗA — CвA1, 3, 5, 10, для чистого алюминия и сплава с кремнием;
- УAHA — сплавов алюминия;
- вольфрамовые — с использованием регулируемой защитной атмосферы.
Главным минусом последних считается тяжелый розжиг дуги.
Для несложных операций сварки электроды по алюминию можно изготовить собственными силами.
Это потребует следующих расходных материалов:
- Алюминиевая проволока длиной ± 30 см, диаметром — 3-4 мм;
- Обмазка, приготовленная из толченого мела и жидкого стекла.
Пастообразную смесь нанести равномерно на проволоку слоем 1-2 мм. После просыхания электрод готов к использованию.
Свариваем алюминий без аргона

Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия — http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Электроды для сварки алюминия
Автор: Игорь
Дата: 17.08.2016
- Статья
- Фото
- Видео
Каждый мастер, который занимается сваркой, хорошо знает, насколько сложно иметь дело с алюминием во время рабочего процесса. Сварка алюминия электродом достаточно сложная процедура из-за того, что сам металл сильно подвержен негативному влиянию внешних факторов. Электроды по алюминию хоть и призваны улучшить данную ситуацию, так как содержат в себе различные добавки, облегчающие сваривание и создающие дополнительную защиту, но они не способны справиться со всеми сложностями, которые нужно решать уже предварительной обработкой.

Электроды для сварки по алюминию
Проводится также сварка проволокой для алюминия, которая пригодна для газовой или аргонодуговой сварки алюминия. Использование электроды является одним из самых сложных, но в то же время самых доступных способов, которые имеют низкую себестоимость. Главной особенностью, которой обладают электроды для сварки алюминия своими руками, является их относительно низкая температура плавления. Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки.

Электроды для сварки алюминия своими руками
Область применения данных расходных материалов очень широка, так как металл и его сплавы часто встречаются в промышленности и при создании бытовых изделий. Ведь при высоких свойствах крепости он обладает легкостью. Применяя электроды для сварки алюминия инвертором в домашних условиях можно столкнуться с рядом проблем. Но все же, при выборе качественных наплавочных материалов и должной подготовке, это осуществимо. Стоит отметить, что ни одно защитное покрытие или газ не сможет справиться с оксидной пленкой. Во время наплавки дугу следует держать как можно ниже к основному металлу, что даст более качественный шов.

Электроды для сварки алюминия инвертором
Некоторые модели электродов содержат дополнительные добавки, которые делают их более уместными в том или ином случае. Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает.
Физико-химический состав 
Состав электродов по алюминию для дуговой сварки сильно отличается в различных марках. В основу их все равно входит чистый алюминий, масса которого является подавляющей, но главные свойства определяются различными добавками, которые могут служить для сварки сплавов и так далее. К примеру, марка ОЗА 1 предназначается для работы с чистым металлом и она практически на 99% состоит из него. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.

Электроды для сварки по алюминия марки ОЗА 1
Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
Временное сопротивление разрыву, Н/мм 2
Производительность наплавки (для д. 4 мм), г/мин
Расход электродов на 1 кг наплавленного металла, кг
Марки электродов для сварки алюминия
ОЗА-1 – применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.

Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.

Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.

Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.

Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.