Станок для заточки пильных дисков своими руками
Станок для заточки пильных дисков своими руками
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 – польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Как своими руками изготовить станок для заточки дисковых пил?
Чаще для разделения материалов используется дисковая пила. С ее помощью можно разрезать пластик, бетон, дерево, металл. Можно подобрать диски под разные материалы, но со временем оснастка тупится, процесс разрезания замедляется. Чтобы восстановить остроту режущих зубьев, можно изготовить станок для заточки дисковых пил своими руками и выполнить переточку.
 Заточка диска
Заточка диска
Классификация
Заточные станки для дисковых пил делятся на отдельные группы зависимо от разных факторов. По способу управления:
- Ручные установки. Мастеру необходимо выставлять диск самостоятельно, контролировать рабочий процесс. Используются для частных мастерских.
- Автоматические устройства. Применяются на предприятиях. Отличаются высокой производительностью, точностью. При работе человеку нужно применять минимум усилий.
- агрегаты бытового применения;
- оборудование для профессионалов.
Главное отличие двух классов станков — длительность работы без выключения. Если установки для бытового применения должны работать не дольше 20 минут без перерыва, то оборудование для профессионалов может безостановочно работать до 8 часов.
По статичности, подвижности рабочих элементов:
- Диск установлен в неподвижный зажим. Суппорт с абразивом перемещается по направляющим.
- Зажим и пила подвижны, суппорт с абразивом статичен.
- Все элементы могут передвигаться.

Устройство и технические характеристики
Чтобы изготовить приспособление для заточки дисковых пил, необходимо рассмотреть устройство готовых моделей, собранных профессионалами. Элементы оборудования:
- Опорная плита из толстого листа металла, на которой располагаются остальные детали.
- Электродвигатель с ремнем.
- Панель управления с кнопками включения, выключения, дополнительными настройками.
- Стойка с прижимом для дисковой пилы.
- Направляющие для перемещения зажимов, суппорта.
- Рукояти для изменения положения рабочих частей.
- Заточной диск.
Современные модели могут оборудоваться дополнительными элементами: лампами для подсветки рабочей зоны, ограничителями глубины подачи абразива, защитными пластинами.
При выборе готового станка необходимо обратить внимание на следующие параметры:
- тип передачи — шестерная или ременная;
- максимально допустимые размеры абразивного круга;
- размеры затачиваемых дисков;
- допустимые значения выставляемых углов;
- габариты, массу установки;
- тип конструкции — напольная или настольная;
- мощность электродвигателя;
- систему управления.
Технические характеристики выбираются зависимо от размеров и типа затачиваемой оснастки.

Правила заточки
- Хорошей остроты можно добиться только при повторном выполнении обработки режущих зубьев. Обе пильные поверхности должны затачиваться одинаковое количество раз.
- Когда первый круг заточки завершится, необходимо очистить диск от металлической пыли, проверить точность выставления углов.
- Если станок для заточки пильных дисков оборудуется алмазным абразивным кругом, необходимо установить систему подачи охлаждающей жидкости.
- После выполнения процедуры необходимо проверить поверхность режущих зубьев. Если на них есть трещины, нужно заменить диск на новый.
Форма режущих зубьев:
- Прямые — встречаются на дисках для быстрой протяжки.
- Конические — применяются для разрезания досок, пластика. Позволяют избежать появления сколов на обратной стороне заготовки после реза.
- Трапециевидные — используется для глубокого пиления. Рез остается чистым.
- Скошенные — применяются для черного распила, поскольку развернутые в разные стороны зубья оставляют грубые сколы.
Учитывая особенности разных пильных дисков, можно добиться хорошей остроты.

Инструмент и материалы
Чтобы не покупать дорогой заточной станок для циркулярных пил, можно изготовить его самостоятельно. Для этого необходимо подготовить:
- Электродвигатель необходимой мощности с возможностью регулировки оборотов.
- Суппорт для подачи абразивных кругов.
- Металлические уголки, лист для изготовления основания, каркаса.
- Крепежные элементы.
- Ограничительные винты.
- Пластиковые или металлические листы.
- Зажим для оснастки.
Из инструментов понадобится сварочный аппарат, болгарка, дрель, набор ключей.
Подготовка к изготовлению
Прежде чем начинать работы по сборке оборудования необходимо сделать чертеж будущего станка. По рисунку можно точно рассчитать количество расходных материалов, подобрать инструменты для сборки самодельного оборудования.

Изготовление
Пошаговая инструкция по изготовлению самодельного станка для заточки дисковых пил:
- Изготовление станины из металлического листа, уголков. Она должна быть устойчивой.
- Установить двигатель, закрепить его на основании.
- Поставить суппорт. Желательно заказать готовую деталь у профессионалов.
- Установить механизм для выставления разных углов абразивного круга.
- Из металлических или пластиковых листов изготовить защитные щитки. Закрепить на станке.
- Подключить провода к пусковым кнопкам, вывести кабель для подключения к сети.
После проведения манипуляций останется проверить надежность закрепления деталей, выполнить стартовый пуск. После первой заточки на самодельной установке нужно откалибровать положение абразивного круга, чтобы задать необходимый угол.
Любая оснастка со временем тупится. Зубья дисковой пилы без заточки не только будут портить разрезаемый материал, но и могут разрушиться при рабочем процессе. Чтобы избежать проблем, необходимо своевременно перетачивать режущие части. Для этого применяется специальное оборудование, которое можно собрать самостоятельно.
Самодельный станок для заточки дисковых пил: технические характеристики и схемы
Применение дисковых элементов нашло распространение во многих областях промышленности, поэтому большое распространение приобрел станок для заточки дисковых пил. Главное требование, предъявляемое к такому инструменту — высокое качество резки материалов. Заточка — не такое простое занятие, как может показаться на первый взгляд. В этом деле не обойтись без специального оборудования. На то, насколько сложной будет операция, влияют следующие показатели:
— из какого материала сделан элемент;
— размер диаметра пилы;
— угол наклона и форма зуба.
Станок
Станок для заточки дисковых пил — это не одно какое-то устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.
— Автоматические. Весть процесс заточки полностью механизирован и нет необходимости в участии человека. Такие аппараты применяются в производственных целях.
— Ручные. Это могут быть любые приспособления и инструменты для заточки ручным методом. Производительность такого оборудования гораздо ниже автоматов. Такой вид нашел применение в кустарных мастерских для бытовых нужд.
Оборудование такого рода в широком ассортименте представлено в продаже, отличаться аппараты могут функциями, мощностью и ценой. Ручной станок для заточки дисковых пил, цена которого будет значительно ниже (порядка 20 тысяч рублей), можно изготовить самостоятельно. Оборудование состоит из плотна и пластин из твердых сплавов, которые служат резцами.
Пластины для них изготавливают из сплавов различного состава.
Различия в зубьях пластин
Зуб твердых сплавов имеет основные четыре плоскости для работы: переднюю, заднюю и боковые (вспомогательные). Когда плоскости пересекаются между собой, образуются режущие кромки: главная и пара вспомогательных.
Форма зубьев бывает следующей:
— Прямая. Применение такой формы будет оправдано, когда требуется продольный распил быстрый по времени и не обязательный по качеству.
— Косая или скошенная. Угол наклона задней формы при этом может быть правым или левым, они чередуются между собой. Такая конфигурация больше всего распространена. Различные по размеру заточки служат для работы с разными материалами в любых направлениях.

— Трапециевидная. У этого зуба медленнее затупляются кромки, чем у скошенного. Чередуют его с прямым. При этом черновой распил происходил более длинным трапециевидным, а чистовой — коротким прямым.
— Коническая. Такая форма зубьев выполняет черновой распил нижнего края досок, при этом верхний уберегается от сколов. В основном передняя грань такого элемента плоская. Но если сделать ее вогнутой, то возможно применять данный аппарат для поперечного распила в чистовом варианте.
Углы заточки
Основными углами являются те, которые определены формой зубьев. Это передний и задний, а также скос по передней и задней плоскостям.
Для продольного распила переднего угла рекомендуют устанавливать градус в пределах от 15 до 25. Для поперечного – 5-10 градусов. Для универсальных пил обоих сечений правильнее выбрать усредненное значение, равное 15 градусам.
Размер угла определяется также твердостью материала распила.

Купить станок для заточки твердосплавных дисковых пил можно по стоимости от 15 000 рублей. Можно раскошелиться и на более дорогие устройства. Например, PP-480Z будет стоить своему владельцу 280 000 рублей. Цены варьируются и зависят от назначения устройства, его функций, мощности и производительности. Для небольшой мастерской или домашнего использования можно приобрести станок для заточки дисковых пил JMY8-70. Его стоимость — в пределах 18 000 рублей.
Правила заточки
Главный износ зубьев пилы происходит на верхней кромке, которая непосредственно участвует в резке. Ее округление может составлять 0,3 мм. Изменяется раньше остальных центральная грань.
— Нельзя допускать того, чтобы износ пилы был значительным. Кромка может быть скруглена не выше, чем на 0,2 мм. Точить пилу, затупленную больше этого значения, тяжелее. На это потребуется больше времени, чем для инструмента с нормальным износом. Степень износа определяется или по виду распила, или по зубьям.
— Нельзя забывать о том, какое количество производимых заточек максимально возможно. Это значение расположено в пределах 30-35 раз. Для достижения такого результата проводят обработку сразу обеих поверхностей.
— Перед началом работы следует очистить рабочий диск от загрязнений, а также замерить углы наклона. Подготовка к заточке ведется с передней части зуба. Слой металла, который может быть снят, составляет 0,20 мм.
— Если при заточке используются абразивные алмазные круги, то их нужно охлаждать жидкостью специального состава (СОЖ). Для лучшего качества и снижения удельного веса лучше подобрать круг высокой зернистости.
— Нельзя допускать зазубрин и неровностей, даже если это самодельный станок для заточки дисковых пил. Они могут привести к несвоевременному выходу из работы и крошению металла.
Кустарный
Провести заточку самостоятельно большого труда не составит. Особенно если есть необходимо оборудование. А если нет, то можно смастерить его своими руками. Изготовить станок для заточки дисковых пил, цена которого только порадует, можно из несложных деталей. Для этого понадобятся следующие основные элементы:
Круг закрепляется на двигателе, дисковое полотно – на суппорте, винты при этом будут обеспечивать движение заготовки по оси круга, что обеспечит нужный угол.
Основной задачей для такого элемента, как станок для заточки дисковых пил, является их фиксация в требуемом положении относительно круга. Необходимо это для точного соблюдения углов, этого может обеспечить подставка, крепящаяся на раме станка в одной плоскости с кругом.
При расположении диска на подставке, зубья должны быть перпендикулярны плоскости пильного станка.
Трудности в работе
Применяя заточной станок для заточки дисковых пил, можно столкнуться с трудностью, связанной с образованием неверных углов. Для устранения такого дефекта нужно провести фиксацию центра пилы в необходимом положении относительно круга. Решить такую задачу сможет паз, изготовленный на подставке. Он поможет выровнять пилу. Есть и проще решение – изготовить упоры в рабочей поверхности, которые смогут зафиксировать аппарат в правильном положении.
Эксплуатация
Перед началом самостоятельного изготовления данного агрегата, нужно продумать чертежи станка для заточки дисковых пил. Их можно рассчитать своими силами, а можно обратиться к профессионалу. В любом случае, чтобы понять все тонкости будущего устройства, без предварительного бумажного варианта не обойтись. Если есть необходимые познания, то можно справиться, не обращаясь к мастеру.
Станок для заточки дисковых пил, своими руками созданный, имеет большое преимущество в отношении цены перед заводским агрегатом. Также он не требует владения специальными навыками для работы.
Заточка без станка
Наточить пилу можно дома без помощи станка. Но не стоит при этом держать ее вручную, проводя заточку на шлифовальном круге. Для правильности работы усилия рук будет недостаточно, и глазомер не сможет выверить нужный угол. Для упрощения задачи можно воспользоваться каким-либо устройством фиксации, для такой цели пригодится обычная плоская поставка. Ось заточного диска при этом должна совпадать с поверхностью подставки. А круг, в свою очередь, должен размещаться перпендикулярно пиле. При необходимости сделать углы конструкцию делают подвижной с помощью шарниров. Но тут возникает трудность в соблюдении одинаковой величины угла передней и задней заточки. Избежать этого поможет жесткая фиксация пильного круга в отношении абразивного диска. Это можно сделать при помощи оправочного паза или крепления упоров в подставке, которые позволят закрепить угол.
Заключение
Как и любой инструмент, дисковая пила нуждается в правильной эксплуатации и уходе. Соблюдение технологии позволит увеличить срок службы изделия.
Итак, мы выяснили, как сделать станок для заточки твердосплавных дисковых пил. Для этого понадобится совсем немного материалов, а также некоторые навыки и желание собственноручно смастерить полезную вещь.
Как работает станок для заточки дисковых пил?
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.

Станок для заточки дисковых пил Монолит ТД1-600
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
1 Формы зубьев на пильных дисках
Их несколько, и появились они вследствие оптимизации воздействия режущей кромки на распиливаемый материал, который может иметь различные свойства.
Основными формами зубьев являются:
- прямая — используется при продольном распиливании, когда высокое качество не обязательно;
- косая (скошенный зуб) — имеет переменный правый и левый угол наклона задней (иногда и передней) плоскости. Используется для распила как в продольном, так и поперечном направлении. Наиболее распространенная форма для дисковых пил. Такая конфигурация удобна в использовании при подрезке плит с двухсторонним ламинированием, так как не дает сколов по краям пропила;
- трапециевидная — характеризуется долгим сроком удержания режущей кромки в остром состоянии. Обычно на пильных дисках зубья такой формы чередуются с прямыми зубьями, несколько возвышаясь над ними. Трапециевидные зубья, в этом случае, делают черновое пиление, а прямые зубья — чистовое;
- коническая — такая форма зубьев используется при вспомогательных операциях. К примеру, надрезается слой ламината для исключения появления осколков при основном распиливании.
Передняя грань всех зубьев имеет плоскую форму, но в некоторых видах дисковых пил — она вогнута.

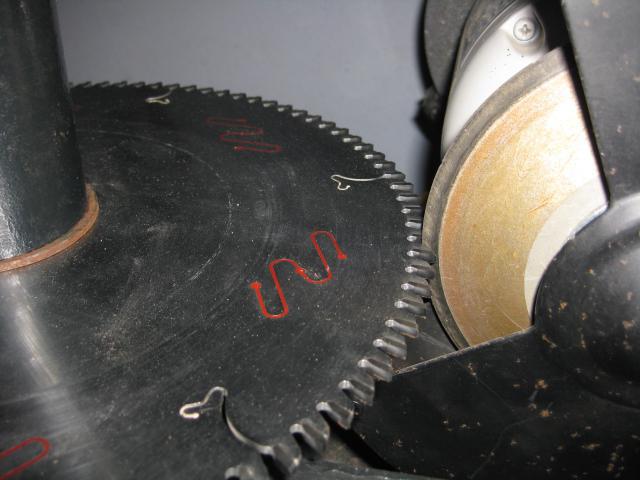
Маркировки на дисковых пилах
Это позволяет качественно выполнять чистовое поперечное пиление.
к меню ↑
1.1 Углы заточки
Заточка зубьев дисковой пилы проводится с учетом четырех основных углов, которые образуются на пересечении плоскостей:
- передний угол;
- задний угол;
- углы скоса передней и задней плоскости.
Как вспомогательный, учитывается еще угол заострения, который задается величиной передних и задних углов.
Углы заточки зависят от назначения пилы:
- для продольного пиления подходит величина переднего угла от 15 до 20 градусов;
- при поперечном пилении — от 5 до 10 градусов;
- при универсальном применении, в среднем — 15 градусов.

Основные типы зубьев твердосплавных дисковых пил
Углы заточки важно учитывать не только по направлению распила, но и по твердости дерева — чем оно тверже, тем меньшими должны быть передние и задние углы.
к меню ↑
2 Оборудование для заточки пильных дисков
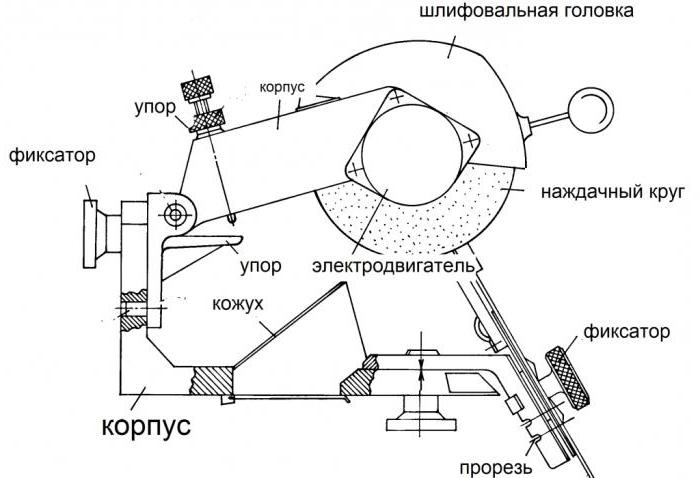
Таковым являются заточные станки для дисковых пил, которые конструктивно выполнены в следующих вариациях:
- при заточке перемещается только пила (двигатель с точильным кругом неподвижен);
- перемещаться могут и затачиваемая пила и двигатель с кругом;
- перемещается только двигатель с закрепленным на нем точильным кругом (пильный диск остается неподвижным).
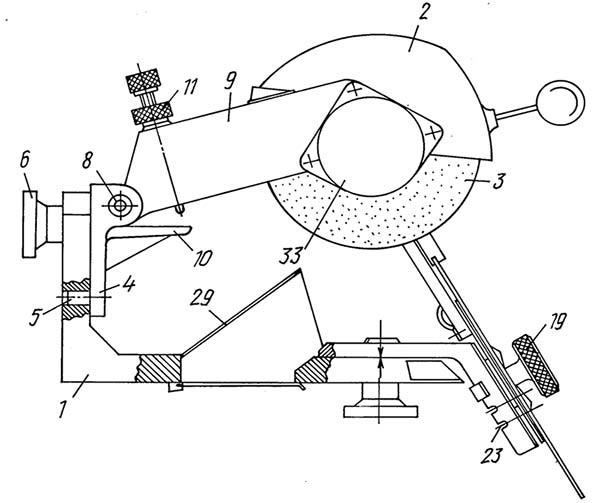
В качестве стандартного примера заточного станка может послужить устройство, которое состоит из двух узлов — двигателя, с насаженным на его вал точильным кругом, и суппорта на котором крепится затачиваемая дисковая пила.

Станок для заточки дисковых пил
Для обеспечения угловой заточки в этом устройстве должна быть предусмотрена система, позволяющая изменять угол наклона полотна (для зубьев у которых скошена передняя плоскость).
к меню ↑
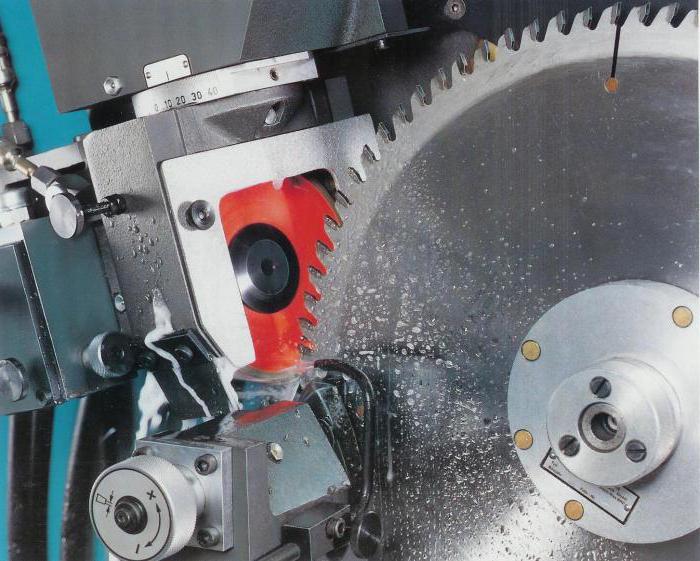
2.1 Станок JMY8-70
Электрический заточной станок JMY8-70, который производится в Китае, имеет достаточно большое количество положительных отзывов. Некоторые мастера берут его устройство за основу, когда собирают своими руками самодельный станок для собственных нужд.
Станок JMY8-70 предназначен для затачивания дисковых пил, которые изготовлены из твердых быстрорежущих сплавов. На станке возможна обработка передней и задней плоскости зубьев, а также выполнение угловой заточки.
- имеет алмазный шлифовальный круг, диаметр которого равен 125 мм;
- оборудован наклонным держателем пилы, что позволяет производить угловую заточку;
- корпус выполнен из литой стали, применяемой в авиационной промышленности;
- устанавливается на резиновых прокладках, которые значительно уменьшают воздействие вибрации на обрабатываемый материал;
- имеет простую регулировку, с которой может справиться даже не специалист.
Завод изготовитель при отгрузке комплектует станок подробной инструкцией, в которой подробно описаны все возможные функции устройства и способы их выполнения.

Электрический заточной станок JMY8-70
- шлифовальный круг имеет размеры — 125×10х8 мм;
- точильный круг может поворачиваться на угол до 20 градусов;
- диаметр затачиваемой пилы — от 70 до 800 мм;
- скорость вращения шлифовального круга — 2850 оборотов в минуту;
- вес — 35 кг.
2.2 Самодельный заточной станок
Очень много людей, при работе своими руками, пользуются дисковыми пилами из твердых сплавов не регулярно, а время от времени. Поэтому покупать заводское оборудование не имеет экономического смысла. Самодельный заточной станок — отличное решение, которое позволит не обращаться к сторонним организациям.
Основным аргументом является то, что при заточке своими руками дисковой пилы на обычном точильном кругу, очень трудно выдерживать необходимые углы заточки. Поэтому и необходимо приспособление, которое позволит фиксировать пильный диск в конкретно заданном положении по отношению к точильному кругу.
Самодельный станок, на котором можно затачивать дисковые пилы своими руками, может состоять из следующих узлов и деталей:
- закрепленный электрический двигатель с возможностью насадки на его вал шлифовального диска;
- стол-подставка, поверхность которого расположена на одном уровне по высоте с осью вращения заточного круга;
- обеспечение наклона подставки при помощи петель с одной стороны и вращающихся (изменяющих высоту) винтов с другой. Это позволит выполнять угловую заточку по передней и задней плоскости;
- фиксаторы, позволяющие закрепить диск пилы. Для этого на поверхности подставки делается паз для оправки, на которую устанавливается пила. Передвижение оправки, вместе с диском, по пазу позволит выдерживать необходимый угол заточки зубьев;
- устройство для передвижения электродвигателя или подставки для угловой заточки дисковых пил с разным диаметром;
- наличие упоров для надежной фиксации инструмента при проведении работ.

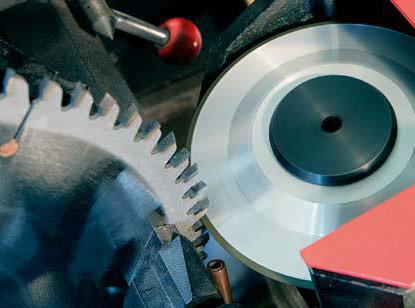
Самодельный заточный станок, предназначенный для алмазной заточки дисковых пил с твердосплавными напайками
2.3 Заточка дисковых пил
Последовательность выполнения операций при заточке передней плоскости зуба твердосплавной дисковой пилы:
- пила размещается на оправке и закрепляется конусной втулкой при помощи гайки;
- выставляется четко по горизонтали при помощи маятникового угломера, при этом угол скоса передней плоскости оказывается равным нулю;
- перемещая оправку по горизонтали с установленным диском, выставляется заданный передний угол заточки. Проще говоря — диск передвигается таким образом, что передняя плоскость ее зуба плотно прилегает к поверхности точильного круга;
- используя маркер, делается отметка — с какого зуба началась заточка;
- при включенном электрическом двигателе производится несколько движений пилы вперед и назад с прижатием к рабочей поверхности точильного круга затачиваемой поверхности;
- толщина снятия металла регулируется прижимным усилием и количеством поступательных движений;
- после того как первый зуб заточен, пила выводится из контакта с точильным кругом и поворачивается вокруг своей оси на один зуб, который будет следующим при заточке;
- операция повторяется по количеству зубьев на диске пилы.
2.4 Обзор станка для заточки дисковых пил JMY8-70 (видео)
Виды заточных станков для дисковых пил и правила заточки
Заточить зубья на циркулярной (дисковой) пиле, в принципе, можно с помощью обыкновенного напильника.
Однако при выборе этого весьма трудоёмкого способа заточки возникают сложности, с которыми может совладать лишь человек с соответствующим опытом. В частности, достаточно сложно выдерживать требуемый градус углов. Гораздо быстрее и эффективнее для заточки циркулярки использовать специальные станки.
![]()
- Типы станков
- Основные характеристики
- Форма зубьев диска
- Основные правила заточки диска циркулярной пилы
- Самодельный заточный станок
Типы станков
Все станки для затачивания дисковых пил по способу управления (обращения с ними) разделяют на автоматические и механические.
![]()
Автоматический станок для заточки пильных дисков, что понятно из названия, не требует больших усилий со стороны мастера, достаточно просто всё настроить (в частности, задать угол и шаг зубьев) и включить. Такие агрегаты можно увидеть на крупных предприятиях и в промышленных цехах.
![]()
Механические заточные инструменты имеют более низкую производительность, чем автоматы. Здесь вручную надо выполнять такую операцию, как поворот диска на следующий зуб. В основном механическое оборудование используется в домашних мастерских.
![]()
Кроме того, все заточные станки можно разделить по принципу работы на три группы. К первой относятся инструменты, при затачивании на которых вращается исключительно пила (точильный круг и электрический двигатель, соответственно, неподвижны). Ко второму типу относятся заточные станки, при работе с которыми движется как пила, так и двигатель с абразивным кругом. В станках третьего типа перемещаются лишь двигатель с закреплённым на нём кругом (циркулярная пила сохраняет неподвижность).
Заточных станков, где не было бы хотя бы одного из этих элементов (двигателя с закреплённым на его вале точилом или суппорта для закрепления циркулярки), не существует.
Основные характеристики
Аппараты для затачивания дисковых пил по дереву, как правило, комплектуются кругами. Эти круги могут значительно отличаться друг от друга по нескольким характеристикам:
- по диаметру (варьируется в диапазоне от 12 до 250 мм);
- материалу, из которого изготавливаются абразивные круги (это может быть, допустим, эльбор или карбид кремния, в некоторых случаях также используется алмазное напыление);
- толщине (она может составлять от 16 до 40 миллиметров);
- размерам крепёжных отверстий (стандартные диаметры таких отверстий на сегодняшний день равны 16, 20 и 32 мм).
![]()
Почти во всех современных заточных станках есть электрический привод. От его мощности будет напрямую зависеть производительность заточки. Маломощные бытовые модели могут бесперебойно функционировать до 20 минут, потом их надо отключать, чтобы они отдохнули и охладились. А вот профессиональные заточные агрегаты могут работать до восьми часов с двумя короткими перерывами по полчаса. Причём здесь главным рабочим элементом может быть не абразивный круг, а так называемая шлифовальная лента.
Форма зубьев диска
Согласно ГОСТу, любой твердосплавный зуб дисковой пилы должен иметь четыре рабочих плоскости (переднюю, заднюю и две боковые) и три режущих кромки (одна основная плюс две вспомогательных). Но при этом форма зубьев у циркулярок всё равно может быть разной:
- прямой;
- косой;
- трапециевидной;
- конической.
![]()
Выбирать тот или иной вариант следует в соответствии с задачами, которые стоят перед мастером.
Обратите внимание! Чтобы правильно заточить инструмент, мастер должен определить форму зубьев, а также материал, из которого сделана сама пила и её режущие элементы.
Циркулярку с прямыми зубьями лучше всего использовать для продольного распиливания дерева, когда высокое качество не требуется.
![]()
Косые зубья на дисковой пиле характеризуются тем, что имеют скошенную заднюю (а порой и переднюю) плоскость и чередующийся угол наклона (то вправо, то влево).
Пилы данного формата считаются самыми распространёнными. Они используются для пиления изделий из дерева в поперечном и в продольном направлении. Кроме того, такая конфигурация зубьев удобна для подрезки материалов с двухсторонним ламинированием —не образуется сколов по краям линии пропила.
![]()
Зубья в виде трапеции способны долго сохранять первоначальную остроту. На многих моделях дисковых пил они часто чередуются с уже описанными прямыми зубьями. Трапециевидные всегда выше — по этому признаку их и можно вычислить. Важно понимать, что трапециевидные зубцы играют основную роль при черновом пилении дерева, а прямые — при чистовом.
![]()
Что касается зубьев конической формы, то их актуально использовать при некоторых вспомогательных операциях. Допустим, когда слой ламината надо предварительно немного надрезать, чтобы в дальнейшем при пилении не появлялись осколки.
![]()
Основные правила заточки диска циркулярной пилы
Прежде чем приступать к заточке, точильный круг необходимо очистить от загрязнений и остатков снятого материала. Для этого лучше воспользоваться моющими жидкостями с растворителями в составе. Важно также заранее выставить оптимальный угол наклона точильного круга. Информацию об этом можно посмотреть на самой циркулярке или в паспорте изделия.
![]()
Процесс затачивания следует начинать с передней части зубьев. Толщина снимаемого слоя металла не должна превышать 0,2 мм.
Обратите внимание! Мастер обязан следить за тем, чтобы лезвие дисковой пилы не перегревалось.
Регулируя скорость вращения абразива заточного станка, можно предотвратить повышение температуры лезвия до экстремальных отметок. Не помешает смочить абразив водой перед началом работы. Если же вы имеете дело с алмазным напылением (такие используются для обработки дисковых пил с победитовой напайкой), то следует вместо воды взять специальную охлаждающую жидкость (СОЖ).
Заточку циркулярной пилы следует выполнять с известной аккуратностью. В противном случае на режущей кромке могут появиться зазубрины, сколы и прочие дефекты, нарушающие целостность.
Точить один диск можно ограниченное количество раз (как правило, ресурс диска равен 30–35 заточкам). И это вполне естественно, если учитывать, что после каждой процедуры размер зубьев уменьшается. Рано или поздно зубья будут сточены до критической отметки, и применение диска станет невозможным.
![]()
Наверняка кто-то спросит, а можно ли вообще обойтись без затачивания. Ответ на этот вопрос будет строго отрицательным. Применение затуплённых дисков ухудшает качество распила, резко снижает производительность труда и может привести к преждевременному выходу из строя циркулярки.
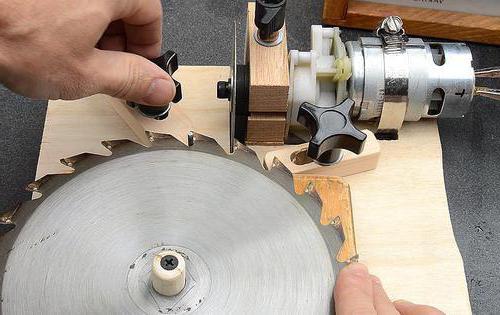
Самодельный заточный станок
Если под рукой нет заводского оборудования и при этом есть потребность в периодической заточке дисков, то можно попробовать сделать станок самостоятельно. Для сборки понадобятся:
- суппорт (то есть узел для крепления и перемещения пилы);
- электродвигатель, на который можно будет установить вал шлифовального круга;
- наклонный механизм;
- ограничители винтового типа.
![]()
Круг следует чётко зафиксировать на электродвигателе, а полотно диска установить на суппорт. Задача винтовых ограничителей в данном случае будет состоять в обеспечении движения пилы по оси круга и под необходимым углом наклона. Правильная фиксация диска циркулярки относительно абразивного элемента является основной функцией самодельного станка и одновременно залогом того, что результат затачивания будет достойным.
![]()
Если домашний мастер желает добиться идеального соблюдения углов, то понадобится ещё одно приспособление — регулирующаяся подставка, закреплённая на одной высоте с кругом на раме самодельного агрегата. Устанавливать диск на эту подставку надо так, чтобы зубья располагались строго перпендикулярно основной плоскости станка.
Даже при наличии всех необходимых комплектующих сборка своими руками заточного станка дисковых пил бывает затруднительна. Сориентироваться в этапах работы помогут чертежи, которые можно составить самому или воспользоваться уже имеющимися схемами из специальной литературы. Полезно также изучить видео, которые порой подбрасывают интересные идеи конструкции заточных приспособлений.
Станок Для Заточки Пильных Дисков Своими Руками
Строительство личного дома будет сложным и долгим не применяя современных инструментов. Огромную популярность у строителей захватила циркулярная пила, превосходящая остальные виды пил по дереву собственной точностью и чистотой распила.
Схема станка для заточки дисковых пил и ножей.
Так как данный электроинструмент относится к интенсивно эксплуатируемым и поэтому довольно стремительно изнашиваемым приспособлением, заточка дисковых пил своими силами приобретает очень огромное значение.
Чтоб верно заточить дисковую пилу, необходимы такие инструменты, как:
- ратфиль;
- монтажные тиски;
- брусок из дерева;
- цветной маркер.
Набросок 1. Схема зуба пилы. Плоскости: а- передняя, б — задняя, в — две боковые. Кромки для резки металла: 1 – основная, 3.5, 3 – дополнительные.
Затачивать дисковую пилу необходимо лишь тогда, когда в этом вопросе необходимо. А что же на самом деле, что таковой момент настал, просигнализируют 4 точных признака. А именно, срочное затачивание дисковых пил по дереву требуется, если:
- На предохранительных кожухах пил в районе электродвигателя чувствуется сильный нагрев. Время от времени такое увеличение температуры сопровождается возникновением из-под кожуха дыма.
- Для получения добротных результатов работы на дисковую пилу приходится посильнее прежнего давить.
- В ходе работы затупленных зубцов пил по дереву на пропилах в древесной породе фиксируется возникновение черных отметин, следов нагара. Вам распространение соответствующего аромата подгоревшей древесной породы.
Чтоб лучше осознать, как делается верная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
Станок для заточки циркулярных пил и концевых фрез от Paoson WoodWorking
Что остается сделать нашему клиенту зубья выполняются из твердосплавных металлов. Них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), в добавок две боковые плоскости (в). Они играют вспомогательную роль. Одна основная (1) и две дополнительные (5 и 3) кромки для резки материала образуются на линиях скрещения обозначенных рабочих плоскостей.
В согласовании с конфигурацией что остается сделать нашему клиенту режущие зубья дисковых пил делятся на последующие разновидности:
Набросок 4.5. Схема угла заточки.
- Прямые зубья. В большинстве случаев используются для ускоренного продольного распиливания. Не рассчитаны на безупречное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Время от времени на диске зубья с различными сторонами скоса чередуются в этом случае они именуются попеременноскошенными. Такие элементы используются для резки не только лишь древесной породы, да и ДСП, разных пластмасс. При большенном угле скоса обеспечивается высококачественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря таковой конфигурации длительно не тупятся. Нередко на диске чередуются с прямыми зубьями. В данном случае трапециевидные элементы производят предварительное распиливание, хоть и прямые создают чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно делают вспомогательные функции подготовительной надрезки ламината. Такими зубьями обрабатывают обозначенное покрытие пола для недопущения сколов при разрезании ламинатных панелей основной пилой.

Набросок 3. Схема стачивания металла на зубьях пилы.
Заточка победитового диска на самодельном приспособлении. Заточка диска с твердосплавными напайками
Рабочие части циркулярных пил затачиваются по 4 основным углам заточки. Эти углы (рис.5), так же как и форма режущего зуба, являются основными техническими параметрами диска.
Что же понадобится, кто зуб циркулярки характеризуется фронтальным (γ), задним (α) углами, дополнительно углами среза фронтальных и задних поверхностей (ε1 и ε2). Величина обозначенных углов находится в зависимости от предназначения распиливающего устройства, распиливаемого материала и направления пиления.
Например, пилу для продольной резки затачивают под относительно огромным фронтальным углом (от 15° до 25°). Показатель заточки фронтального угла для поперечного распиливания находится в рамках от 5° до 10°. Но универсальный вариант, выполняющий обработку материала в любых направлениях, обычно затачивается под углом в 15°.
Сегодня, на обозначенные углы оказывает влияние и степень твердости разрезаемых объектов. Их величины находятся в серьезной зависимости: чем тверже материал, из которого состоит та либо другая заготовка для распиливания, тем наименее заостренными бывают режущие зубья.
Главный принцип затачивания зубьев твердосплавных пил основан на том, что при долговременной эксплуатации самый значимый износ происходит на верхней режущей кромке. В итоге насыщенного использования ее линия может округлиться до 0,3 мм и поболее. Что касается плоскостей зуба, то наиболее износ фиксируется на фронтальной поверхности.
Правильное затачивание режущих частей должно обеспечивать таковой вид кромок, когда радиус их скругления не превосходит величины в 0,5 мм. Для этой цели вам советуют параллельно стачивать металл на фронтальной и задней плоскостях зуба (рис. 3). Таковой метод является хорошим. Конечно точить одну только переднюю плоскость, но при таких обстоятельствах на такую операцию уйдет чем просто времени, а дополнительно сам зуб резвее сточится по причине необходимости убирать не просто металла с фронтальной поверхности.
Правильная и Качественная Заточка Пильных Дисков Теория Часть 1
Стандартным слоем стачиваемого металла считается 0,05-0,15 мм.
Набросок 4. Если вы желаете быть ,что бы заточка была правильной и резвой диск следует отлично закрепить.
Наточить пилу можно и у себя дома. Для этой цели вам совсем не обязательно иметь в своей мастерской спец точильный станок, который стоит огромных средств и употребляется по предназначению довольно изредка.
Однако просто держать на ладони диск на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтоб сделать режущий элемент идеально острым и применимым для действенной работы. С этой целью позаботьтесь об изготовлении самого обычного фиксирующего приспособления (рис. 4).
Задерживать зубчатый круг циркулярки в строго данном положении относительно точильного диска поможет, к примеру, самая обычная плоская подставка.
Ее поверхность должна совпадать с уровнем оси заточного диска. Сам зубчатый круг располагается на подставке таким макаром, чтоб затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по фронтальной и задней поверхностям обозначенное приспособление делают с подвижным шарниром.
Но в данном случае тяжело выдержать схожую величину фронтальных и задних углов заточки. Чтоб убрать данную делему, центр пильного круга агрессивно фиксируют в подходящем положении относительно к абразивному диску. Делается это или при помощи паза для оправки, которую монтируют на подставке для размещения здесь затачиваемой пилы, или установкой на подставке особых упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если делать нашему клиенту остается требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку длительно и отлично.