Технология клепки металла
Технология клепки металла
Клепка. Технология и особенности
Человечеству давно известна клепка, еще со времен Древней Руси. Среди археологических находок встречаются клепанные инструменты, предметы бытового назначения. Однако на современном этапе развития технологии К. уступает место сварке, которая обеспечивает высокую скорость проведения работ и прочность. Несмотря на это, К. по-прежнему востребована в некоторых конструкциях и изделиях, где не допускается какое-либо высокотемпературное воздействие и, как следствие, структурные преобразования в металле, а также деформации (поводки) связанные с неравномерным нагревом и охлаждением. К. незаменима также в случае, если нужно получить соединение из металла, который не сваривается или относится к трудносвариваемой группе. В заклепочном соединении из разнородных металлов (биметалл) не возникает гальванических процессов, провоцирующих развитие коррозии. Однако и эти преимущества сегодня нивелируются, в связи с появлением новых сплавов, которые при высокой прочности хорошо поддаются сварке плавлением или другим ее видам; а новые поколения клеевых составов способны образовывать швы, по своим мех.свойствам близкие к основному металлу.
Клепкой называется технология получения неразъемного соединения с помощью механического воздействия в холодном или нагретом состоянии на металлозаклепки различной формы и размеров. Соединения, полученные с помощью К., устойчивы к вибрациям и ударным нагрузкам.
Существует несколько способов создания клепанного соединения:
• Заклепки до ø10мм вхолодную заводят в отверстие с зазором 0.1-0.2 мм.
• Заклепки от ø8 мм и выше расклепывают в нагретом состоянии с зазором 0,5 -1 мм. В процессе горячей К. ножка заклепки лучше заполняет отверстие соединяемых металлов и при охлаждении они лучше стягиваются.
• Длинные заклепки полностью не нагревают, термическому воздействию подлежит только тот ее конец, из которого формируется головка.
К. может выполняться заклепками с потайными головками или выступающими. В первом варианте изделие имеет лучший товарный вид, гладкую однородную плоскость. Если к внешнему виду не предъявляются какие-либо требования и имеет значение только прочность узла, в таком случае, выбирают второй вариант.
Последовательность выполнения К. состоит из нескольких этапов:
• Просверливание или продавливание отверстий и их зенкование под потайную головку;
• Установка в отверстиях заклепок, состоящих из головки и стержня;
• Образование замыкающей головки при помощи обжимки и поддержки (см. рисунок)

В качестве инструментов может выступать как обыкновенный молот, так и спец.машина – пресс. Соответственно, К. может быть ручной и машинной. Если речь идет о мелкосерийном производстве, может применяться пневмомолот и наковальня; в крупносерийном — используют более серьезный инструментарий, в том числе спецпрессы с ЧПУ, которые имеют высокий КПД и фактически незаменимы при изготовлении фюзеляжей летательных аппаратов.
Есть интересный случай, когда невозможно сформировать замыкающую головку традиционным мех. воздействием. Выход был найден. Заклепка, в стержне которой находится взрывчатое вещество, легкими ударами молота заводится в отверстие в холодном состоянии. Позже соединение нагревается и с помощью небольшого взрыва формируется замыкающая головка. Если нужно склепать тонкие неметаллические листы, целесообразно использовать заклепки с полым стержнем, т.е. трубчатые, тонкую стенку которых легко можно деформировать развальцовкой для формирования замыкающей части.
Клепаные конструкции бывают нескольких видов:
Прочные— используются в несущих сооружениях, таких как балки, колонны.
Плотные — применяются для стыковки труб, предназначенных для перемещения газов и жидкостей; при клепке баков и сосудов, находящихся под небольшим давлением Герметичность такого соединения организовывается нанесением на стыковочные поверхности различных герметиков или путем подкладывания под головку заклепки пластикового уплотнителя.
Смешанные конструкции предполагают сочетание в себе функции прочных и плотных соединений.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Урок технологии » Сборка деталей из металлов на заклепках»
Заклёпки
Процесс клёпки осуществляется с помощью заклёпок, изготавливаемых из мягкой стали и представляющих собой стержни в виде цилиндров с двумя головками. Одна из этих головок – закладная, а другая – замыкающая, обеспечивающая крепление деталей.

Заклёпочные соединения классифицируются по следующим категориям:
- прочные (рассчитаны для жесткого соединения при силовых нагрузках);
- плотные (предназначены для резервуаров с небольшим давлением, где необходима полная герметичность);
- прочноплотные.
В настоящее время качество металлических изделий, а также их химический состав можно досконально исследовать через современные и многопрофильные (посмотреть многообразие вариантов) Анализаторы металла и сплавов
Ради герметичного сочленения площадь стыковочной поверхности обрабатывают надежным герметическим средством. Существует три типа клёпки:
- холодная,
- горячая,
- смешанная.
Закладные головки имеют различную форму. Существует два метода образования замыкающей головки: прямой и обратный.
Прямой метод подразумевает нанесение ударов со стороны замыкающей головки и плотное отжатие, которое необходимо для более плотного сочленения деталей.
Обратный метод предусматривает нанесение ударов со стороны замыкающей головки; надёжное соединение нескольких поверхностей происходит одновременно с образованием замыкающей головки.
Клепание металла
Процесс клепки металлов состоит из двух этапов: подготовительного и собственно установки метизов. Подготовка — сверление отверстий, при необходимости раззенковка под потайные головки. Обратите внимание, что потайные головки могут быть с одной (любой) стороны или с двух.
Сам процесс клепки такой:
- вставить заклепку;
- стянуть соединяемые детали;
- сформировать при помощи инструмента замыкающую головку;
- проверить и зачистить соединение.

Так устанавливаются вытяжные заклепки
При хорошем инструменте работа идет быстро. Для частного применения и разовых работ обычно применяют ручные заклепочники. И даже с ними сам процесс (без сверления отверстий) занимает считанные секунды. Если говорить об установке профлиста или металлочерепицы, каждое сделанное отверстие рекомендуется промазать краской — для предотвращения коррозии. Именно эти процессы — сверление и покраска, занимают много времени.
Вообще, есть два способа установки заклепок: холодный и горячий. При горячем место соединения предварительно разогревается до определенной температуры (определяется металлом и толщиной деталей). На практике применяется при монтаже заклепок большого диаметра — 12 мм и более.
Заклепки ставят рядами. Минимальное расстояние между соседними — 4 диаметра, от края листа до центра метиза — не менее чем 1,5 диаметра заклепки. При креплении профлиста, ставят в выемку, не в волну.
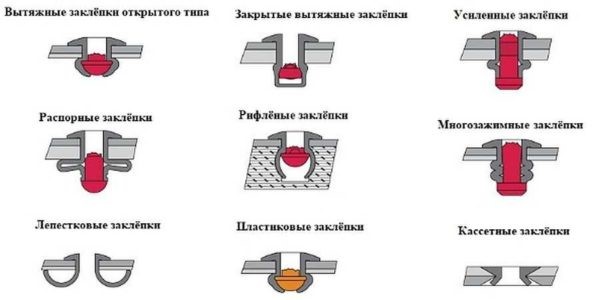
Виды заклепок
Заклепки для работы вручную
Один из простейших и активно используемых видов заклепок, чаще всего применяемый для тех соединений, которые в дальнейшем не будут разбираться.
- Создается отверстие, куда помещается заклепка.
- В углублении размещается головка заклёпки.
- С помощью молотка поверхности плотно прижимаются.
- Вторая головка развальцовывается круговыми ударами инструмента, придается нужная форма.
Виды клепок (по форме головок):
- с выпуклой головкой. Диаметр 1-36 мм; длина 2-180 мм.
- с потайной головкой. Диаметр 1-36 мм; длина 2-180 мм.
Виды работ: крепление видимых пластин, тонких листов из металла и т.д.
Недостаток: необходима доступность к обеим сторонам соединяемых деталей; сложность клёпки.
Трубчатые, полутрубчатые и пистонные заклёпки
Этот вид заклёпок по причине их непрочности применяется для сочленения деталей, подвергающихся небольшим физическим нагрузкам.
Эти детали полые: трубчатые без шляпки и со сквозным отверстием; полутрубчатые наполовину полые; пистонные с тонкостенными трубками.
- Создается отверстие, куда помещается заклепка.
- Расклепывается пуансонами.
- Соединение готово.
Недостаток: можно использовать только при небольшой физической нагрузке, необходима доступность к обеих сторон.
Закладные заклёпки
Данные заклепки выгодно отличаются от предыдущих прочностью. Это связано с тем, что в их основании после установки остается пуансон.
- Просверливается отверстие, куда помещается заклёпка.
- Внутрь заклёпки помещается пуансон так, чтобы он вышел и противоположной стороны.
- Расклепывается материал заклёпки.
- Формируется шляпка.
Виды работ: толстостенные конструкции с повышенной жесткостью.
Заклёпка с резьбой
Заклёпка с резьбой необходима для произведения резьбового соединения в материалах с легкой текстурой, где создание резьбы в самих деталях невозможно по причине его небольшой толщины, например, в листовой жести. Резьбовая заклёпка внутри содержит резьбу, используемую во время соединения к поверхности заклепки. Хотя ее основное применение – создавать болтовое соединение.
- Проделывается отверстие.
- Деталь аккуратно накручивается на подготовленный для этой работы инструмент, затем располагается в созданном отверстии.
- При помощи заклёпочника заклёпка сжимается по всей длине, плотно придавливает с обеих сторон детали.
- Инструмент выворачивается.
Материал заклёпки должен быть идентичен материалу соединяемых деталей.
Виды работ: декоративная деятельность; поверхности, где крайне необходимой считается износостойкость к коррозийным процессам.
Вытяжные заклёпки
Предложенный тип заклёпок имеет широкое применение для сочленения разнообразных материалов, особенно хрупких.
- Создается отверстие.
- Заклепка аккуратно вставляется на специализированный инструмент, затем располагается в углубление.
- Инструмент тянет стержень, сжимает его по длине.
- Удаляется инструмент одновременно со стержнем.
Материал: алюминий, сталь, комбинированный вариант.
Виды заклепок, зависящий от формы бортика:
- Со стандартным;
- С широким;
- С потайным.
Виды работ: универсальны.
Правила техники безопасности при клепке
- Специальный молоток должен быть плотно насажен на рукоятку.
- Обжимки и бойки должны быть без трещин и выбоин.
- Работу лучше выполнять в паре, так как это облегчает и без того трудоемкий процесс.
- Вырезы на поддержки должны присутствовать в обязательном порядке, а сама поддержка должна быть тяжелее молотка в 4-5 раз.

Если при работе происходит брак, испорченную деталь срезают зубилом косяком. При необходимости пользуются не только молотком, но и кувалдой. После этого бородком выбивают стержень заклепки.
Эти этапы работы на бракованным изделием не подходят для деталей, изготовленных из тонких листов, так как срубание головки заклепки может привести к деформации детали. В данном случае уместнее будет применить метод высверливания.
Необходимо отметить, что область применения клепки с каждым годом сужается, так как совершенствуются методы сварки.Но и сегодня сфера применения достаточна широка: авиа- и судостроение, строительные конструкции, машиностроение и т.д.
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: tel:+7 (495) 646 00 12 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
Клепка. Технология и особенности
Человечеству давно известна клепка, еще со времен Древней Руси. Среди археологических находок встречаются клепанные инструменты, предметы бытового назначения. Однако на современном этапе развития технологии К. уступает место сварке, которая обеспечивает высокую скорость проведения работ и прочность. Несмотря на это, К. по-прежнему востребована в некоторых конструкциях и изделиях, где не допускается какое-либо высокотемпературное воздействие и, как следствие, структурные преобразования в металле, а также деформации (поводки) связанные с неравномерным нагревом и охлаждением. К. незаменима также в случае, если нужно получить соединение из металла, который не сваривается или относится к трудносвариваемой группе. В заклепочном соединении из разнородных металлов (биметалл) не возникает гальванических процессов, провоцирующих развитие коррозии. Однако и эти преимущества сегодня нивелируются, в связи с появлением новых сплавов, которые при высокой прочности хорошо поддаются сварке плавлением или другим ее видам; а новые поколения клеевых составов способны образовывать швы, по своим мех.свойствам близкие к основному металлу.
Клепкой называется технология получения неразъемного соединения с помощью механического воздействия в холодном или нагретом состоянии на металлозаклепки различной формы и размеров. Соединения, полученные с помощью К., устойчивы к вибрациям и ударным нагрузкам.
Существует несколько способов создания клепанного соединения:
• Заклепки до ø10мм вхолодную заводят в отверстие с зазором 0.1-0.2 мм. • Заклепки от ø8 мм и выше расклепывают в нагретом состоянии с зазором 0,5 -1 мм. В процессе горячей К. ножка заклепки лучше заполняет отверстие соединяемых металлов и при охлаждении они лучше стягиваются. • Длинные заклепки полностью не нагревают, термическому воздействию подлежит только тот ее конец, из которого формируется головка.
К. может выполняться заклепками с потайными головками или выступающими. В первом варианте изделие имеет лучший товарный вид, гладкую однородную плоскость. Если к внешнему виду не предъявляются какие-либо требования и имеет значение только прочность узла, в таком случае, выбирают второй вариант.
Последовательность выполнения К. состоит из нескольких этапов:
• Просверливание или продавливание отверстий и их зенкование под потайную головку; • Установка в отверстиях заклепок, состоящих из головки и стержня; • Образование замыкающей головки при помощи обжимки и поддержки (см. рисунок)

В качестве инструментов может выступать как обыкновенный молот, так и спец.машина – пресс. Соответственно, К. может быть ручной и машинной. Если речь идет о мелкосерийном производстве, может применяться пневмомолот и наковальня; в крупносерийном — используют более серьезный инструментарий, в том числе спецпрессы с ЧПУ, которые имеют высокий КПД и фактически незаменимы при изготовлении фюзеляжей летательных аппаратов.
Есть интересный случай, когда невозможно сформировать замыкающую головку традиционным мех. воздействием. Выход был найден. Заклепка, в стержне которой находится взрывчатое вещество, легкими ударами молота заводится в отверстие в холодном состоянии. Позже соединение нагревается и с помощью небольшого взрыва формируется замыкающая головка. Если нужно склепать тонкие неметаллические листы, целесообразно использовать заклепки с полым стержнем, т.е. трубчатые, тонкую стенку которых легко можно деформировать развальцовкой для формирования замыкающей части.
Клепаные конструкции бывают нескольких видов:
Прочные— используются в несущих сооружениях, таких как балки, колонны. Плотные — применяются для стыковки труб, предназначенных для перемещения газов и жидкостей; при клепке баков и сосудов, находящихся под небольшим давлением Герметичность такого соединения организовывается нанесением на стыковочные поверхности различных герметиков или путем подкладывания под головку заклепки пластикового уплотнителя. Смешанные конструкции предполагают сочетание в себе функции прочных и плотных соединений.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Клепка металла
Под клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной. К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала. Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже.
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
препятствует свободному извлечению заклепки из монтажного отверстия;
обеспечивает надежное скрепление элементов
Типы заклепочных соединений
По критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
внахлестку – на одну металлическую пластину накладывается другая;
встык – листы располагают так, чтобы соприкасались их боковые грани. А их соединение осуществляется одной либо двумя плоскими накладками.
Применяется еще один критерий – расположение заклепок. Согласно ему соединения, формируемые посредством данных крепежных деталей, бывают одно-, двух- и многорядными. Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой.
В зависимости от сферы предназначения заклепочные швы подразделяются на:
прочные. Реализуются в ходе клепки опор, выполняющих несущую функцию – проще говоря колонн, элементов мостовых сооружений, металлических балок жесткого каркаса и т.д.;
прочноплотные. Наряду с прочностью, обеспечивают герметичность скрепления. Широко применяются при клепке котлов и трубопроводных магистралей, функционирующих под воздействием повышенного давления рабочих субстанций, находящихся в газообразном либо жидком агрегатном состоянии;
плотные. Реализуются, когда критичным параметром соединения является только прочность шва. Встречаются в таких видах оборудования, как резервуары, цистерны и слабонагруженные, характеризующихся разной степенью сложности, трубопроводы.
Разновидности заклепок
Заклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень. Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка. Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее.
Типы закладных шляпок и стержней
Головки заклепок подразделяются на следующие виды:
полусферическая (бывает низкой и высокой). Другое ее широко распространенное название – полукруглая. Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
плоская цилиндрическая и конусообразная. Заклепки, головки которых имеют такую конфигурацию, рекомендованы к применению, если в ходе эксплуатации возможен их контакт с химически агрессивной средой;
под потай и под полупотай. Заклепки со шляпками такой формы, применяются исключительно при выдвижении строгого требования, чтобы крепеж не выступал над плоскостью прикрепляемого листа. Формируемое соединение наиболее ненадежно.
На рисунке представлены заклепки со шляпками перечисленных конфигураций.

Что же касается стержней, то они бывают:
сплошными, как это показано на выше размещенном рисунке. Установка таких заклепок сопряжена с некоторыми трудностями. Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
полупустотелыми. Отрезок стержня, примыкающий к закладной шляпке – сплошной, оставшийся участок – пустотелый;
пустотелыми. В шляпке и в самом стержне заклепки проделано сквозное отверстие. Крепежная деталь данного типа легко подвергается расклепыванию. Однако такая конструкция обусловливает низкую устойчивость соединения к воздействию внешних нагрузок.
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
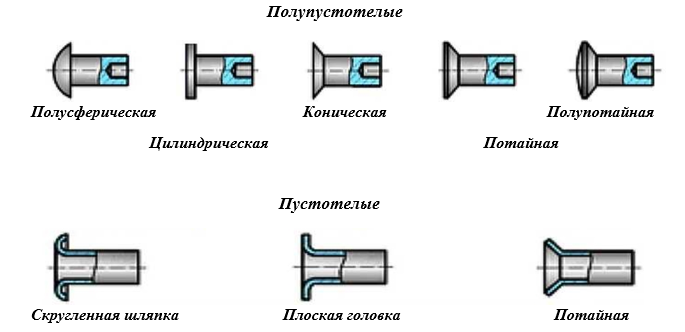
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки. Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.

Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77. Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно. Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
Обозначения по ГОСТу 2310-77 головок молотков
Сторона квадрата ударной плоскости бойка, мм
Вес (номинальный) квадратных головок молотков, кг
Опытные домашние мастера рекомендуют применять для заклепок с диаметром (обозначение D з ):
4,0 мм ≤ D з ≤ 5,0 мм молотки с головкой весом 0.4 кг;
Натяжка
Выглядит натяжка, как бородок, на конце которого проделано гнездо. Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.

Работа с натяжкой предусматривает:
введение выступающего участка стержня заклепки в имеющееся в ней отверстие;
нанесение нескольких ударов молотком по ударной части этого приспособления.
Цель проведения данной операции – добиться плотного соприкосновения поверхностей соединяемых металлических листов. То есть полностью устранить между ними зазор.
Чекан
Этот инструмент представляет собой разновидность слесарного зубила, отличающегося конфигурацией рабочей части – здесь она плоская. Применяется чекан для придания реализованному клепкой соединению герметичности. Процедура зачеканивания заключается в уплотнении плоскостей соприкосновения соединяемых элементов. В качестве объектов ее применения выступают края металлической пластины и замыкающая головка заклепки. На рисунке представлены чеканы, наиболее часто используемые при клепке.
Инструмент первого варианта исполнения обеспечивает ширину боя, не превышающую 10,0 мм, а второго – от 10,0мм.
Поддержка
Поддержка выполняет функцию опоры в ходе расклепывания стержня заклепки. Форма и размерные характеристики такого приспособления подбираются с учетом:
диаметра стержня крепежной детали;
конструкции сопрягаемых объектов;

Вес поддержки должен превышать значение этого показателя используемого молотка не меньше чем в 3 раза, а лучше в 5 раз.
Обжимка
Обжимка представляет собой стержень, на рабочей части которого проделано углубление. Используется для придания замыкающей головке требуемой конфигурации – по плоскому торцу обжимки наносятся удары молотком. С целью унификации металлургические предприятия производят такой инструмент в одном исполнении.
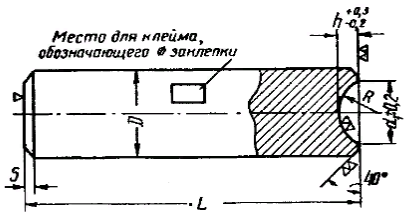
Значения отображенных на чертеже параметров указаны в таблице.
Диаметр стержня заклепки
Общая длина обжимки (L), мм
Радиус углубления (R), мм
Глубина лунки (h), мм
Диаметр лунки в рабочей части (d 1 ), мм
Особенности и виды клепки металла в слесарном деле
Клепка металла и слесарное дело — два неразрывных понятия. С помощью клепочника можно соединять металлические детали разной толщины. Зависимо от вида крепежных элементов от готового соединения можно добиваться разных технических параметров.
 Мастер проводит клепку металла
Мастер проводит клепку металла
Что такое клепка металла?
Клепка металла — технологический процесс, представляющий собой соединение деталей с помощью заклепок. Инструмент может быть ручным или пневматическим. Применяется, когда детали не получается сварить.
Виды работ
Специалисты выделяют две технологии клепки — горячую и холодную. Каждая из них применяется в разных ситуациях.
Горячая клепка
Перед соединением деталей стержень крепежного элемента нагревается. Температуру нагревания мастера определяют по цвету — металл должен быть раскален докрасна. Для проведения горячей клепки подходят стержни толщиной от 8 мм.
Холодная клепка
Стандартная технология, применяемая в разных ситуациях. Чаще холодную клепку проводят в домашних условиях, небольших мастерских для изготовления изделий, на которые не будут воздействовать большие нагрузки. Для ее выполнения применяются стержни толщиной не более 8 мм.
 Лист металла с клепками
Лист металла с клепками
Виды заклепок
Виды заклепок для металла:
- Полутрубчатые. Имеют небольшой показатель прочности, но устанавливаются просто. Подходят для соединений, которые не будут подвергаться большой механической нагрузке.
- Пистонные. Изготавливаются из мягких видов металлов, легко монтируются. Предназначены для простых соединений.
- Вытяжные, закладные. Состоят из двух частей. Удобны в установке.
- Стандартные. Подходят для создания разных видов швов.
Еще один вид — гаечные или резьбовые. Подходят для скрепления деталей с тонкими стенками.
Типы стержней и закладочных головок
По типу стержня заклепки бывают:
- Пустотелые. Внутри стержня присутствует свободная полость цилиндрической формы. Они не выдерживают высокие нагрузки, но легко расклепываются.
- Полупустотелые. В области закладной головки стержень сплошной.
- Сплошной стержень. Заклепки тяжело устанавливать, но они выдерживают высокую нагрузку.
Возможные типы головок — конические, цилиндрические, полукруглые.

Типы швов
Типы клепочных швов:
- Прочный. Применяется, если нужно получить соединение высокой прочности. На готовую деталь при эксплуатации будет воздействовать большие нагрузки.
- Плотный. Применяются при изготовлении герметичных емкостей для хранения или перекачки жидкостей. Выдерживает небольшое давление.
- Прочноплотный. Применяются при сборке металлоконструкций, изделий, на которые будет воздействовать большое давление.
Зависимо от расположения крепежных элементов швы могут быть многорядными, двухрядными, однорядными.
Принципы выбора размера заклепок
Выбирать заклепки для соединения металлических деталей нужно зависимо от толщины соединяемых листов. При этом нужно учитывать диаметр стержня.
Для определения требуемого диаметра крепежного элемента нужно удвоить толщину металлических заготовок, которые будут соединяться. По длине стержень не должен быть меньше 2 диаметров.
Стандартные диапазоны размеров:
- диаметр — 1–36 мм;
- длина — 2–180 мм.
Мнение о том, что чем больше диаметр, тем выше прочность, ошибочное. Показатель прочности зависит от материала заклепки.

Инструмент для проведения работ
- Набор слесарных молотков. Его нужно выбирать зависимо от диаметра заклепок. Лучше применять молоток с квадратным бойком.
- Чеканку. Слесарное зубило, которое с одной стороны имеет плоскую рабочую часть.
- Натяжку. Бородок, который имеет отверстие на рабочей части.
- Обжимку. Инструмент для придания формы замыкающей головке.
Дополнительно понадобятся тиски, инструмент для сверления, ручной заклепочник.
Этапы работ
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.

Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости. Работать можно только заточенным сверлом.
Вставка заклепок
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.

Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
Часто случаются ситуации, когда необходимо сначала удалить старые крепежные элементы, а потом прикрепить деталь повторно на то же место. Чтобы удалить полукруглую головку заклепки можно использовать острое зубило. Остатки крепежа нужно выбить пробойником.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Клепка металла
 Клепка металла – это процесс получения неразъемного соединения сравнительно тонких деталей: металлических листов или полосок, или листа железа с полосой ил металла.
Клепка металла – это процесс получения неразъемного соединения сравнительно тонких деталей: металлических листов или полосок, или листа железа с полосой ил металла.
Клепка производится при помощи заклепок, которые изготавливаются из мягкой стали и представляют собой цилиндрические стержни с двумя головками. Одна из этих головок называется закладной, а другая, расклепываемая на другом конце стержня, — замыкающей. Именно замыкающая головка обеспечивает скрепление деталей.
В зависимости от требований к поверхности, замыкающие головки заклепок могут быть полукруглыми, потайными, полупотайными или плоскими. Если обе головки заклепки располагаются над поверхностями склепанных деталей, клепка называется обыкновенной. Если же головки заклепки помещаются заподлицо с поверхностями склепанных деталей, клепку называют потайной.
Заклепочные соединения подразделяются на:
— прочные (рассчитаны только на восприятие силовых нагрузок);
— плотные (обеспечивают герметичность соединения в резервуарах с невысоким давлением);
— прочноплотные.
Для обеспечения герметичность соединения на поверхность стыка наносятся различные герметики или под стык подкладываются разные пластичные материалы. Для выполнения герметичных соединений используют заклепки с усиленными головками.
В зависимости от конструкции выделяют однорядные, двухрядные и многорядные заклепочные соединения с расположением заклепок параллельными рядами или шахматном порядке. В однорядных соединениях расстояние между центрами заклепок (шаг заклепочного шва) должно быть равно трем диаметрам заклепки, а в двухрядных соединениях – четырем диаметрам заклепки.
По количеству плоскостей среза такие соединения подразделяются на одно- и многосрезные. В качестве еще одного критерия для классификации выступает характер воздействия нагрузки на заклепочное соединение. Нагрузка может воздействовать на заклепочное соединение в продольном направлении, параллельном оси заклепок, и в поперечном, перпендикулярном оси заклепок.
По конструкции заклепочные соединения во многом схожи с паянными, клеевыми и сварными соединениями. Детали и листы, соединяемые заклепочным швом, могут располагаться внахлестку или встык с накладками.
Заклепки изготавливаются для разных способов установки. Односторонняя клепка выполняется с использованием множества видов заклепок, включая отрывные и взрывные. При обычной клепке наковаленка-поддержка может находиться с лицевой либо с тыльной стороны. Преимуществом последнего способа является возможность использования более легкой по весу наковаленки-поддержки.
Клепка бывает холодной, горячей и смешанной. При холодной клепке замыкающая головка заклепки высаживается в холодном состоянии. Холодную клепку используют, когда толщина стержня заклепки не превышает 8 мм.
Горячая клепка предусматривает предварительный разогрев стержня заклепки до температуры красного каления. Данный способ применяют при толщине стержня заклепки 8 мм и более.
Технология клепки
При ручной клепке для осаживания стержня заклепки используется кувалда или ручной клепальный пневматический молоток. Ручная клепка выполняется следующим образом. Клепальщик вставляет в буксу молотка наковаьню-поддержку, затем в правую руку берет рукоятку молотка, одновременно левой рукой поддерживая его ствол, направляемый на расклепываемую заклепку. Прижав молоток к заклепке, клепальщик пускает его в работу.
Как правило, в процессе клепки участвуют два человека – клепальщик и его подручный. Подручный молотком меньшей мощности клепает с внутренней стороны, подбивая заклепку, а клепальщик в это время клепает с наружной стороны, заклепку осаживая. Таким образом достигается уплотнение листов и, как результат, высокое качество клепки.
В последнее время для выполнения клепки вместо клепального молотка и наковальни-поддержки все чаще применяются клепальные прессы с ЧПУ, которые позволяют увеличить производительность и автоматизировать процесс клепки.
Преимущества и недостатки заклепочных соединений
В число недостатков заклепочных соединений входят трудоемкость процесса, повышенная материалоемкость соединения, необходимость специальных мер для обеспечения герметичности, а также шум и вибрация, сопровождающие процесс.
При этом заклепочные соединения препятствуют распространению усталостных трещин, повышая надежность всего изделия. Еще одно преимущество – возможность соединения не поддающихся сварке материалов.
Ручная клепка
При ручной клепке используют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы. Молоток выбирают в зависимости от диаметра заклепки:
Диаметр заклепки, мм
Масса молотка, г
Поддержка (рис. 14.5) служит опорой при расклепывании стержня заклепки и должна быть в 3-5 раз массивнее молотка. Форма рабочей поверхности поддержки зависит от конструкции склепываемых деталей, диаметра стержня и формы закладной головки заклепки, а также метода клепки.

Рис. 14.5. Применение поддержки и обжимки при клепке: а —прямой; б— обратной; 1 — обжимка; 2 — поддержка
Обжимка (рис. 14.5) служит для придания требуемой формы замыкающей головке заклепки после осадки. На рабочем конце обжимки должно быть углубление по форме головки заклепки.
Натяжка (рис. 14.6, а) представляет собой стержень с отверстием на конце и диаметром, на 0,2 мм большим диаметра стержня заклепки. Натяжка применяется для сжатия листов.
Чекан — это слесарное зубило с плоской рабочей частью. Он применяется для создания герметичности заклепочного шва, достигаемой подчеканкой замыкающей головки и края листов.

Рис. 14.6. Приемы ручной клепки: а, б — прямой; в — обратной;
1 — натяжка; 2 — поддержка; 3 — обжимка
Ручная клепка выполняется на верстаках, плитах или специальных приспособлениях. Процесс ручной клепки состоит из следующих основных операций:
- 1) подготовка поверхностей деталей к клепке;
- 2) разметка отверстий под будущие заклепки;
- 3) сверление в склепываемых деталях отверстий под заклепки;
- 4) зенкование гнезда под головки заклепок;
- 5) установка заклепки в отверстия деталей;
6) образование замыкающей головки заклепки, т.е. собственно клепка.
Склепываемые детали очищают от грязи, ржавчины, окалины и пригоняют. При необходимости обрабатывают сопряженные поверхности и кромки. Подготовленные к клепке поверхности размечают чертилкой, а затем накерняют будущие отверстия под заклепки. Расстояние от центра заклепки до края склепываемых листов должно составлять 1,5а! заклепки. Необходимое количество отверстий под заклепки определяют расчетным путем. Затем размеченные детали совмещают, сжимают вместе ручными тисками или струбцинами и выполняют сверление отверстий по разметке одновременно в двух деталях. Диаметр отверстия должен быть больше диаметра заклепки:
Диаметр заклепки, мм
Диаметр отверстия, мм
Диаметр с1 стержня заклепки выбирают в зависимости от толщины в пакета склепываемых листов по формуле сI = 72?.
Для заклепок с потайными головками (рис. 14.7, а) зенкуют гнезда под головки заклепок на глубину, равную 0,8 диаметра стержня заклепки; на деталях, где будут расположены полукруглые головки, надо снять фаски размером 1,0. 1,5 мм.
Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов и формы замыкающей головки.

Рис. 14.7. Элементы заклепочного соединения: а — с потайной головкой; б — с полукругой головкой; 1 — замыкающая головка; 2 — стержень; 3 — закладная головка
Для потайной заклепки длина I стержня определяется по формуле

Для заклепки с замыкающей полукруглой головкой (рис. 14.7, б) длина стержня определяется по формуле

Различают два вида клепки: с двусторонним подходом, когда имеется свободный доступ как к замыкающей головке, так и к закладной, и с односторонним подходом, когда доступ к замыкающей головке невозможен. В связи с этим клепка подразделяется на прямую и обратную.
Прямая (открытая) клепка (см. рис. 14.5, а) выполняется в следующем порядке:
- 1) заклепку выставляют снизу вверх стержнем в отверстие соединяемых деталей;
- 2) под закладную головку заклепки устанавливают массивную поддержку 2 (см. рис. 14.6, а) (для заклепок с потайными головками применяют плоские поддержки);
- 3) детали осаживают (уплотняют) в месте клепки с помощью натяжки 1, которую устанавливают на выступающий конец стержня;
- 4) ударами молотка по вершине натяжки устраняют зазор между склепываемыми листами;
- 5) стержень крайней заклепки осаживают (расклепывают) бойком молотка (см. рис. 14.6, б) (сначала несколькими ударами молотка осаживают стержень, а затем боковыми ударами молотка придают полученной головке необходимую форму);
- 6) окончательно оформляют замыкающую головку с помощью обжимки 3 (см. рис. 14.6, б, в).
Подобным же образом расклепывают другую крайнюю заклепку. Во избежание образования неровностей и других видов брака клепку выполняют не подряд, а через два-три отверстия, начиная с крайних — к центру, после чего производят клепку по остальным отверстиям.
При обратной (закрытой) клепке (см. рис. 14.5, б) удары молотком наносят по закладной головке через оправку с внутренней сферической поверхностью (см. рис. 14.6, в). Стержень заклепки вводят сверху, поддержку с требуемой формой рабочей поверхности подводят под стержень заклепки и формируют замыкающую головку. Этот способ применяют только при затрудненном вводе заклепки снизу и отсутствии доступа к замыкающей головке.
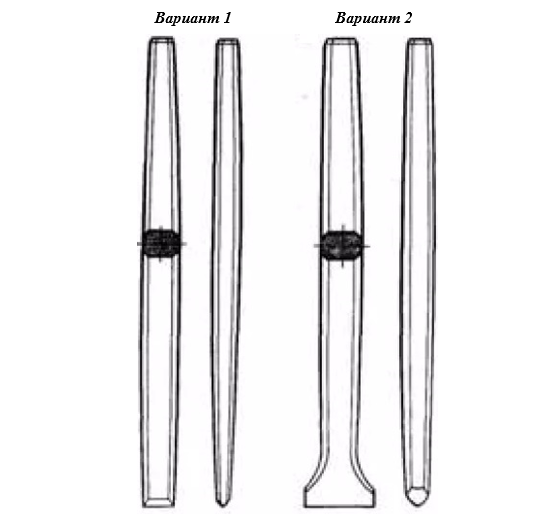
Обратная клепка может быть заменена клепкой взрывными заклепками. Для образования соединения заклепку в холодном состоянии ставят в отверстие детали, а затем закладную головку подогревают электрическим подогревателем 4 (рис. 14.8, а) в течение 1. 3 с до температуры 130 °С, что приводит к взрыву заполняющего заклепку взрывчатого вещества. При этом замыкающая головка приобретает бочкообразную форму, а ее расширенная часть плотно стягивает склепываемые листы. Этот способ отличается высокой производительностью и хорошим качеством клепки.

Рис. 14.8. Клепка в труднодоступных местах: а — взрывной заклепкой (1 — взрывчатое вещество; 2 — стержень заклепки; 3 — склепываемые листы; 4 — электрический подогреватель); б — разрезной заклепкой (1 — стержень; 2 — нижний конец заклепки)
Вводить взрывные заклепки в отверстие необходимо плавным нажатием, без ударов. Запрещается снимать лак, разряжать заклепки, подносить их к огню или горячим деталям.
Не требуют опоры для образования замыкающей головки и могут применяться в труднодоступных местах разрезные заклепки, изображенные на рис. 14.8, б. Такую заклепку устанавливают в отверстие соединяемых деталей сверху вниз, затем в ее полость вставляют стержень 1. По верхнему концу стержня наносят удары, в результате чего нижний конец заклепки 2, разрезанный на четыре части, «раздается» и прочно скрепляет соединяемые детали.
Для соединения неметаллических материалов (кожи, фибры, картона, пластических масс), а также металлов, когда на них действуют небольшие нагрузки, применяют трубчатые и полутрубчатые заклепки с полукруглой, плоской и потайной головками.
Трубчатые (пустотелые) заклепки расклепывают специальными приспособлениями (рис. 14.9) путем развальцовывания их краев, что уплотняет соединение деталей. Окончательное формирование головки заклепки производится на прессе с помощью обжимки.

Рис. 14.9. Развальцовка бурта трубчатой заклепки
В ряде случаев после клепки для увеличения герметичности шва производят обжатие (подчеканку) краев листа или замыкающей головки. Для этого применяют чекан. Подчеканива- ние шва выполняют вручную или с помощью клепального молотка, в который вместо оправки вставляют чекан.
После склепывания шов тщательно проверяют. Путем наружного осмотра контролируют состояние головок заклепок и склепанных деталей, шаблонами — расположение заклепок и размеры головок, щупом — плотность прилегания деталей. Резервуары, баки и другие емкости, от которых требуется герметичность, подвергают гидравлическому испытанию (нагнетают жидкость под давлением, превышающим номинальное на 15. 20 %).
Основные виды и причины дефектов при клепке приведены в табл.14.1.
- Алюминиевый прокат: как выбрать подходящий материал для задачи
- Алюминиевый профиль: свойства, применение и критерии выбора
- Поверка штангенциркулей: как обеспечить точность измерений и избежать дорогостоящих ошибок
- Выбор и применение спецсталей в строительстве
- Создать деталь в КОМПАС-3D 24: пошаговое руководство